Как для работ с менее твердыми материалами употребляются режущие
инструменты, так и для работ по металлу в соответствии с его твердостью употребляют режущие и другие
инструменты из стали. Поэтому,
прежде всего, необходимо познакомиться с основами обработки стали.
Сталь изменяет свою твердость в зависимости
от обработки.
Нагретая до красного каления и медленно остуженная сталь называется отпущенной и
прекрасно поддается
обработке ножовкой, слесарной пилой, зубилом и резцом на токарном станке или
фрезе и нарезается плашкой и метчиком.
Таким образом, необходимейшим оборудованием
для изготовления
изделий из стали является горн.
Горн для небольших работ можно сделать как показано на рис. 37.
Он состоит из круглого железного основания, выложенного изнутри слоем
асбеста (размоченного в воде асбестового картона) толщиной в 35 мм, на который, пока он еще не
потерял воды, на шамотной* или огнеупорной глине положен под а из
огнеупорного кирпича и стенка б, в которой проделано сопло диаметром в 30—40 мм; в
этом сопле оканчивается железная трубка кузнечных мехов, при помощи которых продувают воздух.
Уголь употребляют хорошо выжженный, березовый или дубовый в
кусках средней величины.
Против
сопла делают углубление (по величине работы)
в очень крупном песке, которым наполняют
* Шамотная глина есть смесь огнеупорной глины
и измельченной слабо обожженной, особо приготовленной огнеупорной глины.
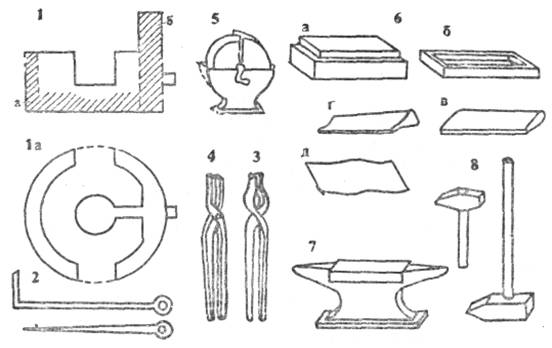
Рис. 37. Заправка
инструмента и точение:
1— горн; 1а — горн,
вид сверху; 2— кочерга жегало; 3— клещи кузнечные круглые; 4—клещи кузнечные плоские;
5—точило; и— оселки, а — арканзас, б—крышка и нему, в — оселок
нашита, б— турецкий, в — ножа для правки инструмента;
7—наковальня; У— кузнечный молоток и кувалда
горн,— и, разведя в
нем огонь, заполняют его углями; угли должны покрывать работу.
Рисунок 37-2, 3, 4 дает понятие о принадлежностях: плоские
кузнечные клещи, круглые кузнечные клещи, на размер до 3/4, длиной в 450—500 мм,
кочерга
и жегало (им прожигают квадратные дыры при оковке экипажей), которыми поправляют огонь,
т. е.
направляют дутье туда, где требуется более сильный огонь.
Откованный и отпущенный кусок стали опиливают по назначению или
чертежу и закаливают. Это значит, что готовый предмет накаливают до белого каления и опускают в воду
(или в струю холодного воздуха под давлением), затем на точиле отшлифовывают рабочую
поверхность и снова нагревают пред--мет, начиная от ручки; тогда у ручки сталь
станет менее
хрупкой; на предмете станут появляться радужные цвета; когда на рабочей поверхности
изготовляемого инструмента появился нужный оттенок, инструмент быстро опускают в
воду. Инструменты для металла закаливают обычно до разных оттенков соломенно-желтого цвета.
Охлажденный инструмент оттачивают на мелкозернистом
песчаниковом точиле с водой (рис. 37-5) и шлифуют лезвие на оселке (рис. 37-6 а, в,
г). Затем правят
на куске юфтовой кожи (рис. 37-6), смазанной смесью бараньего сала и самого мелкого
наждака.
Всякий инструмент нагревают в горне до белого каления, затем
опускают в воду или в струю воздуха и отпускают до:
соломенно-желтого цвета: гребенки, доски волочильные, зубья
пильные, метчики, ножи перочинные, плашки, развертки, резцы для рассверливания,
стригальные
резцы для железа и чугуна, фрезы, штампы для резания кожи, штампы прессовые для
листовой стали;
бледно-желтого:
лично молотков, ножи для
бумаги, резцы для резьбы по дереву, по
слоновой кости, строгальные резцы
для стали, шабры для меди, грабштихеля
для стали и твердого камня;
светло-желтого:
плашки
для меди;
светло-желтоватого: токарные резцы для меди, фрезы, шабры для
железа;
темно-желтого: кирки для тески жерновов, резцы для скульптуры по
камню, молотки большие, пунсон г: для дыр, штампы для сгибания;
коричнево-желтого: железки для рубанков, струги, калибры, молотки дыропробивальные,
молотки малые ручные, челюсти ножниц, резцы для сверления дерева, резцы для
резьбы по камню, сверла для меди, сверла спиральные;
пурпурово-красного: зубила холодные для стали. для железа, для
граверов, зубоврачебный инструмент, медницкий инструмент, пробойники для холодного
металла,
хирургические инструменты, штампы прессовые для меди;
коричнево-красного:
бритвы;
фиолетового: зубила холодные для чугуна, зубила холодные для камня,
керны, бурава, ножовки, обжимки для заклепок, отвертки, пилы для кости, пробойники для горячего
металла, резцы для металлических работ ударом, сверла для камня, фасонные
резцы для Дерева,
топоры;
светло-голубого:
пружины;
синего: зубила кузнечные для горячего металла, пнлы для резания
дерева, штампы прессов для картона и бумаги.
Ванны
для отпуска
До соломенно-желтого цвета: 2 ч. свинца и 1 ч. олова;
темно-желтого:
9 ч. свинца и 4 ч. олова;
пурпурно-красного:
3 ч. свинца и 1 ч. олова;
фиолетового:
9 ч. свинца и 2 ч. олова;
серого: чистый свинец.
Закаленный и зачищенный на точиле предмет опускают в ванну
указанного выше состава и держат пока не примет окраску, затем охлаждают.
ПЕРОЧНЫЕ СВЕРЛА
Первой работой из стали должны быть сверла, которые в настоящее
время любителю часто приходится изготовлять самому, особенно для некоторых специальных
назначений: для латуни, мрамора и проч.
Простейшее сверло — перка для ажурных работ — изготовляется холодной
ковкой из стальной проволоки подходящего диаметра. Расплющивают на куске рельса, шпераке (рис.
38-1) или на настоящей наковальне конец проволоки подходящей длины (от 35—45 мм) до требуемой
ширины. Полученную лопаточку опиливают с боков и спереди, как показано на рис. 38-2, при этом
обращают внимание, чтобы угол режущего лезвия а с направлением высверленного отверстия был бы равен
56°. При расплющивании следует не ослаблять металла, т. е. оставлять достаточный запас прочности: толщина режущей
части не должна быть менее примерно 1/5—1/8
диаметра проволоки.
Без ковки вообще, но с последующей закалкой, можно делать перочные сверла для латуни и
других металлов, работая пилой и ножовкой.
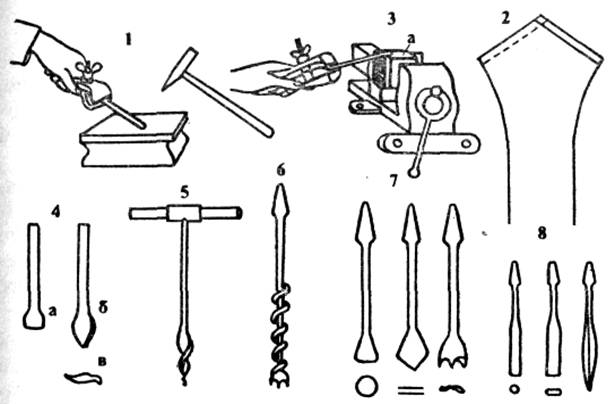
Рис. 38. Изготовление
сверл:
1— расклепывание
проволоки; 2— перочное сверло; 3— опиловка на куске дерева;
4—простой- бурав: а — посадка, б — пластинка, в — поперечное сечение;
5— бурав; 6— спиральное сверло, 7— цинтур; 8— ложечная перка.
Для этого отпиливают кусок крупной стали (предварительно она была
отожжена на заводе) и, взяв в ручные тиски, как показано на рис. 38-3, опиливают на куске дерева по
форме перочного сверла нужного диаметра мелкозубым напильником, медленно двигая им, нажимая при
движении вперед и едва чувствительно приподнимая при обратном движении.
По опилке сверло закаливают, шлифуют на точиле и отпускают до нужного
оттенка, нагревая с тупого конца и наблюдая за тем, чтобы рабочая поверхность приняла предписанный оттенок.
При этом необходимо заметить, что для железа сверла следует делать
толще, затачивать режущие кромки под углом около 43°, а для латуни затачивать под
более тупым углом и делать сверла тоньше, чем очень облегчается резание.
БУРАВЧИКИ
Примером работы из стали с предварительной поковкой служат бурава
для дерева, сначала в их первобытной форме, затем в более усовершенствованной улиткового,
спирального сверла для дерева.
Первое изготовляют из куска круглой или откованной в круглый пруток
стали.
Для этого нагревают конец прутка в горне до светло-красного
каления и ударами молотка по поперечному сечению прутка посаживают металл в
его конце
а (рис. 38-4).
Этот запас металла необходим для последующей операции: отковки
копьевидной части б. Края этого копья носком молотка оттягиваются до толщины
лезвия
ножа и на краю наковальни отгибаются один в одну, другой в противоположную сторону так,
чтобы эти
края могли образовать угол резания в по закручивании копья в
коническое спиральное сверло — простой бурав (рис. 38-5). Угол этот составляет от 20° до 25°.
Затем нагретое подготовленное острие бурава закручивают, ударяя носком
молотка вкось к длинной оси инструмента и вращая левой рукой клещи, в которых зажат инструмент.
Такой бурав обладает недостатком: в сыроватом и сыром дереве
сверлит хорошо, а сухое, слоистое дерево может колоть. Спиральное сверло (рис.
38-6) этим
недостатком не обладает, изготовляется с тою только разницей, что спиральная часть
режущей кромки
не имеет: ее кромки имеют угол несколько меньше 90°; само закручивание производят в
тисках, а заготовленный центровый хвостик снабжают нарезкой от руки по
изготовлении сверла, до закалки. Особенно тщательно выпиливают режущие перья (рис. 38-4 а, в), которые
ставят так, чтобы задняя их поверхность образовывала с горизонтальной плоскостью угол 15—20°, а
само лезвие имело угол заострения в 20—25°.
Изготовление центровой перки для дерева — цинтура — гораздо проще.
Как идет работа, видно из рис.. 38-7. Там же (рис. 38-8) изображена ложечная перка для сверления дерева
с торца в последовательных стадиях работы.
Все эти сверла
закаливают, шлифуют у лезвия часть или весь инструмент для наблюдения за ходом отпуска и отпускают
до коричнево-желтого цвета.
РЕЗЦЫ ДЛЯ ГРАВИРОВАНИЯ
НА ЛИНОЛЕУМЕ
Материалом для изготовления резцов служат спицы от старого
зонтика и именно так называемые «патентованные», из которых путем небольшой обработки в горячем
(темно-красном калильном жару) получают сечения (рис. 39-1, б, в).
Для резца берут кусок спицы в 130 мм, из которого 40 мм пойдет в
ручку, изображенную на рис. 39-2, и рабочая длина остается в 90 мм.
Резцы закаливают и затачивают, как для дерева, так чтобы режущий
конец был перпендикулярен
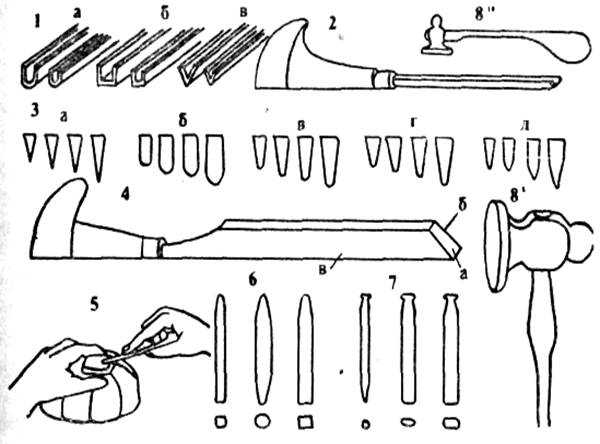
Рис. 39. Резцы для
линолеума, грабштихеля и пунсы :
1— профиля резцов для
линолеума; 2— общий вид резца; 3— профили грабштихелей; 4— общий вид грабштихеля;
5— прием работы; 6— заготовки Для пунсонов; 7— пунсоны; 8— молоток для чеканки.
к длине, а угол заострения
лезвия 20—25°. Заранее обтачивают кусочек оселка по внутреннему сечению резца.
ГРАБШТИХЕЛЯ
Для изготовления грабштихилей, употребляемых для гравирования на
стали, меди, серебре и золоте, идет
самая лучшая, мелкозернистая в изломе инструментальная
сталь.
Сама работа не сложна: отковывают, избегая перегревать, и по
возможности в один-два нагрева прутки стали разного сечения (рис. 39-3, а, б, в,
г), отжигают
и опиливают согласно профиля так, чтобы для грабштихелей для работы на плоскости нижним
ребром
была бы прямая линия, а для работ на цилиндре (валы для печатных машин) —
несколько дугообразная. Боковой вид инструментов показан на рис. 39-4.
После предварительной шлифовки инструменты затачивают на точиле
и затем закаливают по назначению, руководствуясь таблицей закалки.
После закалки и отпуска грабштихеля вставляют в ручки, шлифуют на арканзасском
камне с маслом и правят на куске юфтовой кожи, покрытом слоем мази из крокуса и
бараньего сала.
Точение и шлифование производится с трех сторон: передней а,
боковой левой б и боковой правой в (рис. 39-4), или, как для профиля в
(рис. 39-3), и с нижней стороны.
Гравируют на кожаной подушке, набитой песком (рис. 39-5), или на
кожаном кольце, двигая работу левой рукой против неподвижной правой. Правая удерживает
инструмент, упертый в ладонь ручкой, между большим пальцем с левой стороны и
четырьмя пальцами
с правой стороны. Сверху на инструмент пальцами не опираются.
ПУНСОНЫ ДЛЯ ЧЕКАНКИ
Сталь для пунсонов должна быть несколько мягче, чем для грабштихелей.
Хороша так называемая рессорная сталь.
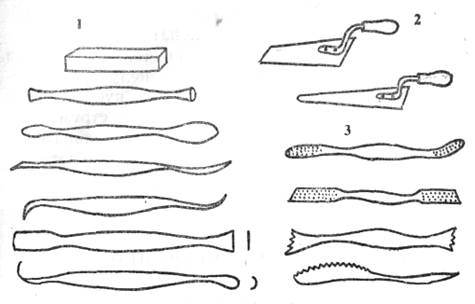
Рис. 40. Лопаточки
для формовки из гипса:
1—
заготовка и формы лопаточек; 2— лопаточки-гладилки; 3-— рашпили и скребки.
Каждый гравер-цизелер заготавливает большое число кусков стали для пунсонов вчерне и,
по мере надобности выделывает из них те
пунсоны, которые нужны для данной
работы. Длина заготовок 110— 135 мм.
На рис. 39-6 изображены заготовки, а на рис. 39-7— обычные типы пунсонов.
Закалка их
ведется как обычно: закаливают только личко
рабочей части: при помощи чеканочного молотка (рис. 39-8) и на массе.
ЛОПАТОЧКИ ДЛЯ ФОРМОВКИ ИЗ ГИПСА И ЦЕМЕНТА
Для формовки из гипса и цемента употребляют ряд инструментов,
изготовление которых представляет нетрудную, но весьма полезную работу.
Форма и характер инструментов даны на рис. 40.
Особенностью
работы является закалка до необходимой упругости и затем в процессе работы —
необходимость
набрать посадкой достаточное количество металла для расплющивания его в лопаточку.
Поэтому берут сталь
раза в три толще рукоятки и, посадив концы, тянут середину до получения нужной формы ручки
(отсюда видно, что кусок- стали нужно взять вдвое короче будущего инструмента). , Затем, когда готова ручка, отковывают
лопаточки и закаливают, как пружины, до сине-фиолетового . цвета.
ФОРМОВОЧНЫЙ
ИНСТРУМЕНТ
Чтобы производить даже небольшие отливки, необходимы формы и,
следовательно, необходим формовочный инструмент.
По своему назначению изображенный на рисунках 41, 42 инструмент
состоит из лопаточек я, служащих для снимания и вырезания, гладилок б и трамбовок в первые
употребляются для удаления из формы излишков земли и вырезывания вспомогательных
частей и ходов для металла, вторые — для придания необходимой чистоты стенкам формы и третьи — для
уплотнения земли вокруг модели.
Сообразно с назначением, лопаточки работаются так же, как и
описанные выше лопаточки для формовки из гипса, с тою разницей, что их размеры
отвечают
необходимости вынимать землю из углубления формы, например в 200 мм глубиной и 25 мм
диаметром
и т. п.; ручка их эллипсовидного сечения прямая и равного сечения по всей длине; один
конец режущий,
другой вынимающий и согнутый к оси инструмента под прямым углом.
Гладилки изготавливают из чугуна путем отливания в земле. Во многих
случаях пользуются вместо чугуна латунью, что мы и советуем делать любителям.
Заметим здесь, что латунь отливается в форму сухую (просушенную в печи),
а формовочная земля — смесь песка и глины в тонком порошке или так называемый жирный песок.
Отлитые гладилки .опиливают
и шлифуют.
Рис. 41. Формовочный
инструмент:
а — лопаточки; б — гладилки.
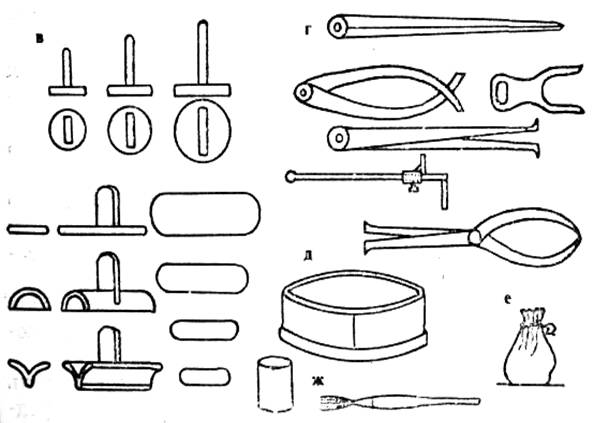
Рис. 42. Формовочный инструмент:
-трамбовки; ?— измерительный инструмент; 0 — сито ал
и при-—
мешочек для графитовой пыли; ж — банка н кисть дли
формовочных чернил.
Трамбовки делают как литые, подобно гладилкам, так и из имеющихся
под рукой остатков металлов, прикрепляя их к удобной ручке.
Имея формовочный инструмент, можно приступить к отливке.
ФОРМОВКА
ИЗ ЗЕМЛИ И ГЛИНЫ
Отливку производят в формах из земли или глины. Повторяемые во
многих экземплярах мелкие отливки делают иногда в металлических формах — изложницах.
Формы делают по моделям. Модели для отливки представляют собою копии
предмета, сделанные по усадочному аршину, т. е. с припуском на сжатие металла при
отвердевании, из дерева и имеющие запас на предполагаемую обработку литья в
дальнейшем. Модель красится масляной краской и затем модельным лаком.
Такая тщательная покраска делается с целью предохранить форму от влияния влаги,
так как формирование ведут в слегка влажном песке или формовочной массе.
Кроме модели, необходимо иметь подходящих размеров опоку (рис.
43-3).
Подготовка материала состоит в измельчении и просеивании, затем в
увлажнении. Такого рода подготовка необходима каждый раз после отливки.
Формовочный песок состоит из песка с примесью глины и до 10%
угольной пыли.
Глина для формования замешивается с примесью рубленой соломы и
коровьего навоза и идет главным образом на изготовление стержней, т. е.
частей, которые в отливе должны быть полыми.
Для латуни и бронз употребляют жирный песок с примесью от 8 до
10% глины в порошке. (Его состав: песка 10—20%, глины 90—80%).
Чтобы облегчить вынимание модели, под модель и на модель посыпают из мешочка,
сделанного из редкой ткани, графитом или
угольной пылью.
Самое формование ведут так: положив на доску (рис. 43-1) опоку,
кладут в нее половинку модели (рис. 43-2) и, запудрив графитом, забивают при по-
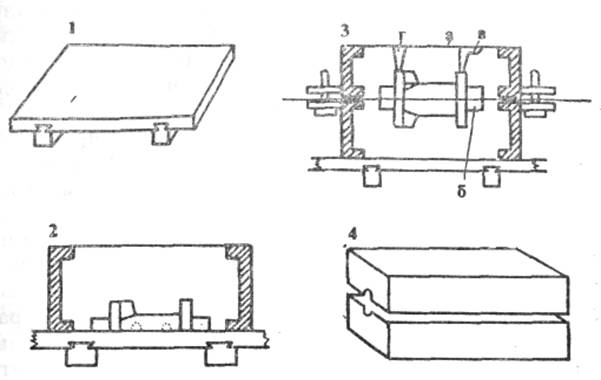
Рис.
43. Формовка из земли и глины:
1—формовочная доска;
2—формовка на доске первой половинки; а— разрез опоки: а — труба с фланцем, б —
шишка, или сердечник, е — литник, г — воздушник; 4— шишечный ящик для мелких
стержней.
мощи трамбовок свободные пространства
формовочной массой. Затем так же формуют вторую
половину. Для того чтобы обе части формы совпали, необходимо обрисовать на доске место модели.
Можно вторую половину формовать на первой. Повернув первую половину опоки
разрезом модели кверху, накладывают на первую половину модели вторую и опоку (рис.
43-3) и, запудрив все графитом, начинают набивать вторую половину. После этого
разнимают
опоку и вынимают модель, предварительно несколько раскачав ее ударами деревянного
молотка. Это
необходимо, чтобы не обломать края при вынимании модели. Для удобства в модель можно
ввинчивать
кольца в заранее подготовленные отверстия.
3 разных случаях приходится прибегать к разным приемам работы в
зависимости от формы модели. Подробности следует смотреть в специальной литературе по
литейному делу.
Следует
посвятить несколько слов изложению правил формовки стержней. Стержни, или шишки,
вставляют
в форму в местах, которые в отливке должны быть полостями или отверстиями. Их
изготовляют или из жирной формовочной массы, или — для очень больших стержней — из
соломы, обмазанной глиной; сделанные its земли, пни не могут
быть надлежаще подперты и установлены.
Для мелких стержней изготавливают предварительно форму, шишечный
ящик (рис. 43-4), и в нем прессуют стержни из влажного жирного глинистого песка;
форму предварительно запудривают графитом.
Стержни
из соломы делают так: вьют из размягченной в сыром месте соломы веревку
подходящей толщины и наматывают на соответствующий каркас, т. е. основу, эту
веревку так, чтобы из соломы образовалось тело вращения по диаметру несколько
мень1 иге полости, какую стержень должен образовать в отливке.
Когда исполнена эта часть работы, сделанную из соломы сердцевину
обмазывают глиной, замешанной с коровьим навозом или формовочной землей так, чтобы образовался полный
размер по чертежу. Излишки намазанной глины удаляют лекалом, т. е. вырезанным из доски обратным
контуром предмета, как при работе посуды, или обтачивают на примитивном токарном станке, если
стержень представляет тело вращения.
Сам станок состоит из двух опор, на которые помещают концы стержня, и
рода подручника, на который опирают лекал. Обтачивают, когда глина еще влажна и пластична, до
размера с запасом на ссыхание (усадку) глины и по высыхании до окончательного его размера.
Стержни укрепляются концами в углублениях, образованных для них или
формования. В случае сложных контуров употребляются жеребейки, железные гвозди, для подпирания
свисающих частей стержня. Их заколачивают в доску, ограничивающую дно опоки.
Устройство опок видно из рис. 43-2 д 3. Собранные к отливке опоки
должны быть нагружены кусками чугуна или кирпичами (рис. 43-3) с целью преодолеть давление жидкого
металла снизу вверх.
Необходимо заботиться о том, чтобы формовочная земля и глина были
достаточно пористы для возможности
выхода газов, образующихся на поверхности
формы.
Для выхода воздуха должны
быть прорезаны каналы (рис. 43-3), отводящие воздух из самых
возвышенных пунктов отливки, и устроен литник, как показано
на том же рисунке 43-3, в.
ОТЛИВКА ЛЕГКОПЛАВКИХ СПЛАВОВ И ЛАТУНИ
Из легкоплавкого сплава делают вкладыши,
на которые опираются горизонтальные и вертикальные оси.
Если эти сплавы составлены
так, что при известной нагрузке при смазке маслом дают очень
небольшую потерю силы от трения оси о вкладыш подшипника, то
такие сплавы называются антифрикционными, или баббитами.
Различают баббиты вагонные
(для подшипников железнодорожных вагонов) и другие.
Отливка из баббита производится так.
Баббит расплавляют в горне на слабом огне в железной ложке. Количество
— со значительным запасом на угар.
Следует остерегаться перегревать сплав,
который от этого плохо льется и теряет свои свойства вследствие
неравномерного выгорания отдельных составных частей.
Льют в форму из формовочной
земли или в сухую глиняную форму.
Во время литья металл должен вполне
покрывать отверстие литника. Это произойдет, если лить достаточно
быстро.
Отливке дают остыть, разнимают опоку и
очищают грубой стальной щеткой литье от пригоревшей земли.
Латунь для отливки плавят в
тигле из огнеупорной глины, можно своей работы, или в графитовом,
который выносит несколько плавок.
Тигель устанавливают в горне так, чтобы
огонь равномерно охватывал его со всех сторон. Топливо — кокс
или древесный уголь. Плавка на коксе легче, потому что он не так
быстро сгорает, и легче, следовательно, следит за огнем.
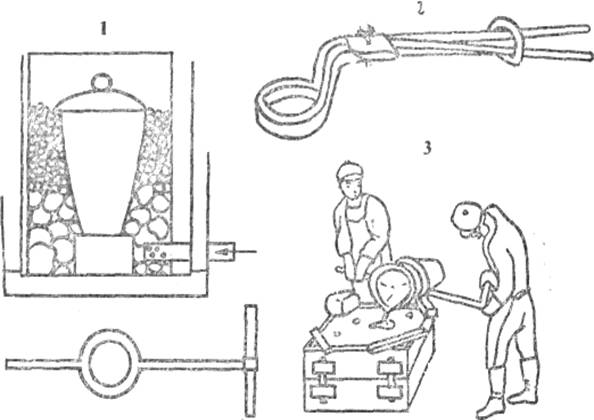
Рис. 44. Отливка из латуни
Для успешности дела необходимо правильно распределить дутье, т. е.
подвести воздух со всех сторон к топливу, поправляя кокс так, чтобы внизу образовались ходы для
воздуха; поэтому тигель следует помещать на круглый кирпич (шамотный или в
крайности
огнеупорный), положенный на дно горна (рис. 44-1). Латунь отливают в сухие формы из
жирного
песка, жирной формовочной земли, прокрашенный внутри графитом на воде.
Металл не должен быть перегрет. Тигель вынимают из огня особыми
клещами, изображенными на рис. 44-2.
На рисунке 44-3 изображен способ выливания металла, если тяжесть
тигля не под силу одному человеку.
Так как приходится переплавлять остатки от обработки латуни, то
надо знать, как выправить сплав до хорошего состава.
В частности, латунь состоит из меди (не менее 60%) и цинка (не
свыше 40%). Из сплава, нагреваемого в мелких кусках, медь выгорает быстрее
цинка; поэтому
переплавленная латунная стружка даст
плохую латунь, хрупкую и ноздреватую, если перегрета и если не
прибавить в тигель во время плавки обрезков красной меди.
Температуру горна нужно поднять, но не до точки плавления красной
меди: обрезки станут растворяться в расплавленном металле, как сахар в воде.
Сколько прибавить, покажет опыт, прибавка от 3 до 5% меди значительно
исправит состав.
ОБРАБОТКА
ЦВЕТНЫХ МЕТАЛЛОВ
Большинство цветных металлов холодноковки. Только цинк требует
подогревания между 125 и 150°. Ближе к 200° цинк становится менее податливым, а при 200° хрупким.
Вторая особенность — это нагартовывание. От обработки молотком,
волочения (при протягивании проволоки), давления на токарном станке цветные
металлы становятся
тверже и при дальнейшей обработке трескаются и ломаются.
Этого избегают своевременным отжпгом: медь, латунь нагревают
докрасна и быстро опускают в воду, алюминий просто нагревают докрасна и дают
остыть.
Для распиливания
употребляют пилы с мелким зубом: для
опиливания напильники с средним и мелким зубом. Следует оставлять одну сторону напильника для цветных металлов п ею железа и стали не пилить.
Точно также для цветных металлов вообще, особенно для латуни, требуется иная заправка
режущих кромок у сверл, токарных резцов и
грабштихелей — угол более тупой. Перочные
сперла для латуни должны быть, кроме
того, по возможности топки.
Спайка делается так: соединяют возможно близко поверхности, очищают
от следов жира промыванием отваром мыльного корня, ополаскивают водой и посыпают
бурой с примесью припоя, затем нагревают до плавления припоя.
Свинец спаивают
водородным пламенем автогенно при помощи
палочки свинца; также и олово.
Алюминии сваривают, операция трудная; флюсом служит криолит в
порошке.
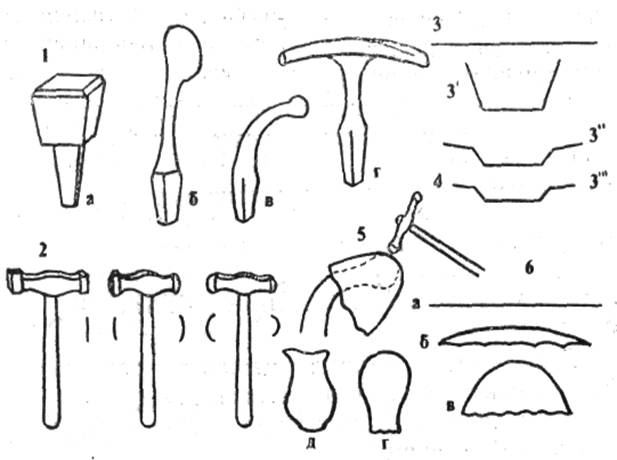
Рис. 45.
Поковки из меди и латуни:
1 а, б, в, г — шпераки;
2—молотки; 3—тарелочки; 4—тарелочка в готовом виде; 5— прием работы
полых кованых изделий; 6— последовательные стадии.
• " •
Красную медь паяют
латунью; латунь — серебром или припоем;
серебро — серебряным припоем.
Опиленные и готовые вещи полируют на полировальном станке,
обезжиривают и отделывают.
ПОКОВКИ
ИЗ МЕДИ И ЛАТУНИ
Поковки из меди и латуни производятся из мягкого отожженного металла.
Обработку
ведут молотками на хорошо отшлифованных наковальнях (шпераках) различной формы
(рис.
45-1) молотками с хорошо отполированными бойками различной формы (рис. 45-2).
По мере обработки металл становится тверже, и его надо снова
отжечь.
В качестве примера опишем поковку тарелочки для окурков и пепла, для
булавок и проч.
Из листовой меди, томпака или латуни вырезают круг подходящего
диаметра (напр., в 140 мм). Толщина металла желательна от 0.5 до 1 мм. Затем
на квадратной шпераке круглым молотком начинают загибать край, держа кружок в левой руки и
ударяя молотком па
расстоянии 14 мм от края. Излишний металл собирается при этом в складки; сила удара должна быть такова, чтобы только
изгибать, а не расплющивать
металл в месте удара. Затем еще более слабыми
ударами «насаживают» металл у складок таким
образом, чтобы складки исчезли.
Так край будет поднят на высоту 12 мм, в тарелочка примет вид,
изображенный на рисунке 45-3.
Теперь
отгибают подобным образом край в обратную, сторону, начиная на 6 мм от прежнего
перегиба,
и ударяют, сильно «потягивая» металл. Металл будет тянуться и край отгибаться
в положение, параллельное плоскости
дна (рис. 45-3).
Когда
достигнут желаемого равномерного отклона, приступают к заворачиванию канта. Это
делают на шпераке в, изображенной на рис. 45-1, отгибая край назад на 2—3
мм и затем на плоской шпераке осаживая его окончательно.
Получается
тарелочка (рис. 45-4).
Из более тонкой меди тарелочку делают, выдавливая на токарном
станке. Процесс состоит в прижимании давильником к патрону, представляющему
форму полости
тарелочки, кружка из отожженного металла (меди, томпака, латуни).
Когда дело идет об изготовлении чайника или кувшина в одном куске,
работу ведут на шпераке с круглым или прямолинейным концом (рис. 45-1, в).
Положение
работы дано на рисунке 45-5.
Работа ведется при потягивании сильными ударами, а при посаживании
слабыми. Последовательные стадии выполнения пояснены рисунком 45-6 (а, б, в, г, д).
ЧЕКАНКА
Тарелочка может быть украшена чеканкой. Допустим, что мы будем затем
покрывать части рисунка эмалью и в этом предположении выберем контурную технику чеканки и
только с левой стороны.
Чеканку производят на смоле. Сплавляют газовую смолу или пех с
цементом в той пропорции, какова твердость обрабатываемого металла,
зимой прибавляя несколько сала. Этой смолой заливают внутренность тарелочки и приклеивают ее на
поверхность такой же смолы,
наполняющей крепкий ящик.
На
обратной стороне тарелочки наносят рисунок п по рисунку проходят пунцем а (рис.
46-1), ударяя молотком б. Положение пунца, руки и молотка изображено на рис. 46-2.
Если
теперь подержать над углями ящик со вклеенной в смолу тарелочкой, то тарелочка
нагреется скорее смолы, и ее можно будет отделить от смолы. Если на горячую тарелку
капнуть несколько капель смазочного масла, то куском пакли легко удалить остатки смолы, и на
тарелочке обнаружится рисунок в виде возвышенных границ, между которыми может удержаться расплавленная
эмаль.
Если
производится не плоская чеканка, а скульптурная, с полным рельефом, то ее ведут в
несколько приемов,
вклеивая вещь то правой, то левой стороной в смолу и работая сначала с изнанки, а затем с
лица и
т. д. (рис. 46-3 а, б).
Для украшения кувшина, вазочки чеканкой, особенно красивой на
серебре, его заполняют смолой очень твердого состава и наносят слегка углубленный
рисунок.
Возвышенные
места заготовляют предварительно на кривых фасонных шпераках молотком мягкого
дерева п
затем работают с лица, убирая и осаживая излишек и выправляя рисунок, который с изнанки
не мог быть
точно выдержан.
ПОКРЫТИЕ ЭМАЛЬЮ
Эмали лучше покупать готовыми, однако изготовление их имеет большой
интерес для экспериментатора. Состав эмалей подобен составу цветных глазурей. Они бывают кроющие и
прозрачные. Эмаль наносится в зернах с водой; вода отжимается, а эмаль просушивают па вещи и плавят
в муфеле (рис. 46-4, а, б) или, если не вся вещь покрывается эмалью, на паяльной
лампе или
газовой (бензиновой) паяльной горелке.
При этом не следует нагревать сверху при филигранной работе. Греть
нужно снизу. Для уменьшения
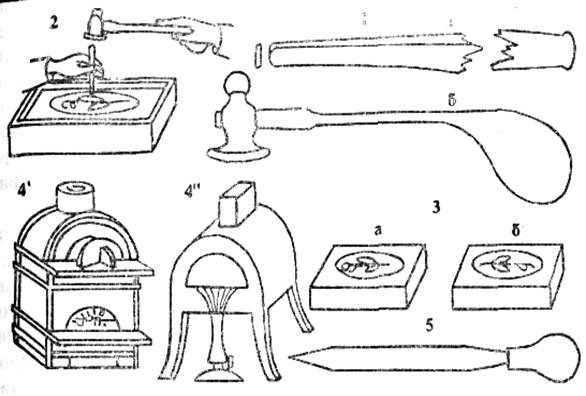
Рис.
46. Чеканка и эмалирование:
1— пунцы
и молоток; 2— прием работы; 3— работа с левой н правой
стороны; 4а —
муфель для кокса или древесного угля; 46 — муфель-
для газа; 5— шабер.
потери
тепла остальные части предмета могут быть обмазаны асбестом, замешанным на воде.
Измельчение эмали производят в агатовой или фарфоровой ступке с
дистиллированной или переваренной водой. Порошок очень тонкий взмучивают с водой
до тех
пор, пока вода не станет прозрачной. Тогда эмаль готова для работы.
Предмет, подлежащий покрытию эмалью, должен быть освобожден от окислов. Это
достигается механическим путем — гравированием
или шабрением — соскабливанием
верхнего слоя металла острым скоблящим
инструментом. Шабер (рис. 46-5) легко сделать, заточив конец трехгранного напильника в более тупой с острыми ребрами. Химическим путем — опусканием на 1—2 минуты в зуд (смесь серной и азотной кислот и сажи) и затем немедленным ополаскиванием водой — достигается та же цель.
После этого предмет, подлежащий эмалировке, должен быть обезжирен в
отваре мыльного корня и ополоснут водой.
Для успешности дела
необходимо следить за температурой плавления, кладя в муфель пробные кусочки металла, покрытые
эмалью. Муфель можно отапливать коксом (рис. 46-4а), газом или карбуриро-ианным воздухом (рис.
46-46). Последнее для работ площадью не свыше 50X60 мм. Для больших работ муфель, отапливаемый
коксом, лучше. Печь для него делается из железа (рис. 46-4) и выкладывается фа» : сонными камнями из
шамота.
Заплавленная эмаль в виде точек и отдельных площадей может быть оставлена
так как она выходит из муфеля или отшлифована и отполирована до стеклянного блеска. В такой
отделке особенно красива эмаль «фондан» на гравированной, на серебре подкладке. Для приятности тона
гравировку следует слегка прогреть на газовом или спиртовом (не коптящем) пламени: холодный синеватый
тон исчезает и появляется приятный теплый тон.
ФИЛИГРАННАЯ РАБОТА
Применение эмали в филигранной работе дает много возможностей для
создания художественных вещей.
Сам принцип филигранной техники состоит в соединении путем
одновременного спаивания отдельных декоративных элементов.
Эти декоративные элементы делаются как из узких полосок тонкого
серебра томпака и даже латуни, так и из проволочек, ссученных вдвое (рис. 47-1).
Изготовленные, но рисунку все эти элементы укладываются на асбестовой
подкладке и постепенно нагреваются сверху пламенем паяльной лампы (рис. 47-2),
непременно не коптящим, или паяльной горелки газовой, или работающей карбурированным
воздухом.
Первый раз посыпают бурой очень скудно (предметы должны быть
предварительно обезжирены смачиванием отваром мыльного корня), затем,
продолжая нагревать,
посыпают далее бурой, смешанной с мелко напиленным соответствующим припоем.
Главное искусство заключается, во-первых, в осторожном нагревании и,
во-вторых, в достаточном, но не излишнем количестве припоя.
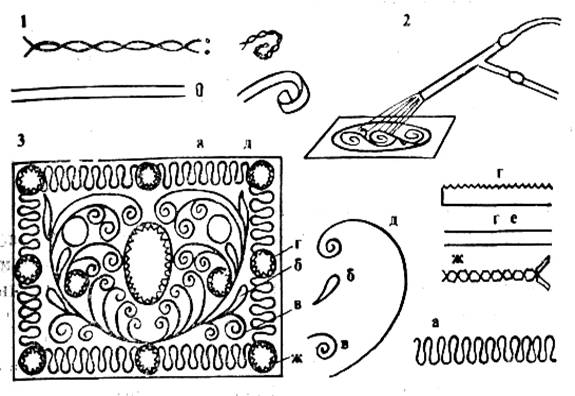
Рис. 47. Филигранная работа:
1— материал для
филиграни; 2— прием паяния приготовленной вещи; 3— скандинавская пряжа и детали.
Часто, и это придает работе вид, паяют серебро 84-й пробы (900-й
пробы) чистым серебром: расплавившись, чистое серебро покроет белым тонким
слоем более
желтое серебро 84-й пробы.
На рис. 47 приведены последовательные стадии работы и несколько
образцов работы шведских крестьян (рис. 47-3).
ПРИЁМЫ ЮВЕЛИРНОЙ ТЕХНИКИ
Приемы ювелирной техники ничем не отличаются от приемов кузнеца по
цветным металлам, податливость и высокие технические качества материала дают возможность упрощать
работу.
К числу таких упрощений работы относится протягивание через
фасонные волочильни (рис. 48-1, 2 и 3) и прокатывание гравированными вальцами (рис. 48-4) для серебра и золота фасонных
полосок, которые, будучи разрезаны поперек
(в первом случае)
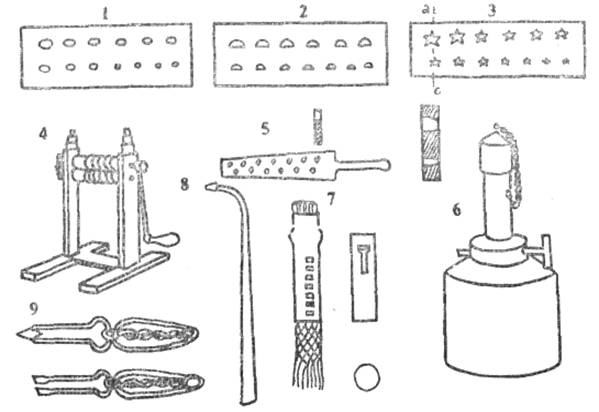
Рис.
48. Ювелирные инструменты:
1— волочильная
доска; 2— то же с полукруглыми отверстиями; 3— то же
со звездчатыми отверстиями; 4— вальцы для прокатки; 5— винтовая доска;
6—керосиновая
лампа для паяния; 7—деталь
фитиля;
8— паяльная трубка;
9— щипчики.
и на части (во
втором), дают элементы ювелирных изделий.
Так, обручальное кольцо делают из проволоки полукруглого сечения, а
серьги с бриллиантами из проволоки соответственно раскованной по рисунку, на которой напаяны гнезда
для камней, сделанные из прокатанной полоски, отрезанной по мерке камня, и соединенные между собой
путем паяния.
Конечно, во всех этих работах гравирование и чеканка играют
первостепенную роль, особенно в крупных ювелирных изделиях.
Центр тяжести, однако, лежит в умении управлять огнем, пользоваться
паяльной трубкой.
Первое, что нужно для паяния,— это лампа с круглым фитилем,
выдвигаемым обычным способом. Ее легко сделать из низкой консервной банки,
напаяв выколоченную полушаром жестяную крышку. В середине се прорезают отверстие
для кюветки. В кюветку ввинчивают горелку. Обычную пятилинейную горелку переделывают так: делают
круглую трубку диаметром 11 мм и длиной 85 мм, прорезают щель
для пропуска зубчиков
колесика, подающего фитиль, и врезают и впаивают ее в горелку на место обычной плоской трубки. Фитиль покупают специальный —
круглый; на худой конец
можно скатать из плоского, прошив тонкой ниткой стык.
Фитиль движется лучше, если его заключить предварительно в
пригнанную по внутреннему отверстию первой трубки другую трубку с рядом
прямоугольных отверстий (рис. 48-7) для пропуска зубчиков подающего колеса. Для того
чтобы фитиль следовал за движением трубки, в ее верхней части делают лапки,
входящие
в фитиль своими зубцами, отогнутыми внутрь.
Фитиль покрывают колпачком, обычно прикрепленным к лампе на
цепочке.
Второе — это паяльная трубка. Сделать ее самому возможно, спаяв ковким
припоем или серебром из латуни в 0.3 мм коническую трубку; хорошо отжегши, о& залить, ее залуживая,
свинцом и осторожно изогнуть по форме (рис. 48-8).
Само паяние производят на куске березового угля или в особых щипцах
(рис. 48-9) на подкладке из угля.
Пламя направляют только на спаиваемое место, тщательно остерегаясь
перегрева.
Штампование целых частей встречается только в массовом
производстве (значки), а чаще штампуют при помощи пунцев на особых кубических шпераках
с
углублениями отдельные элементы, которые затем спаивают. Так, например, делают дутые
изделия.
Иногда производят литые украшения (например, перстни). В этих
случаях пользуются для формования нижеследующими рецептами:
Гипсовая формовочная масса
для отливки из
золота, серебра;
бронзы
Золы антрацита .... 20
частей
Гипса
................. ….. .. 30 частей
Талька............................. .. 3 части
Минеральной
краски ... 2
части
Форму сушат на воздухе, затем в печи нагревают до 100° и льют в
теплую форму золото и серебро, подвергая центробежному давлению.
Гипсовая формовочная масса для отливок из золота, серебра и
бронзы
животных, насекомых, листьев и по восковым моделям
Гипса ........... 4 части
Речного пески
(промытого) ... 4 части
Пемзы........................... ………….1 часть
Огнеупорной глины .... ….1 часть
Все измельчают в тонкий порошок, смешивают и просеивают через
частое сито.
Форму сушат, нагревают, накаливают, пока не сгорит модель, и льют.
ПЕРЕРАБОТКА ЛИСТОВОГО ЖЕЛЕЗА
Обычно
перерабатывают 8 – 10 - 12- и в редких случаях
(большие духовые шкапы) 14-фунтовое железо.
Легче всего работать из 10-фунтового железа: оно режется не так
тяжело, как 12-фунтовое, а посаживается легче, чем 8-фунтовое.
Основное правило работы — точное черчение. Небрежно вычерченная
работа выйдет плохо и будет требовать во много раз больше времени.
Поэтому нужно чертить по угольнику и линейке, беря размеры по метру.
Вместо линейки может служить край листа железа, так же как и вместо угольника— угол
листа железа, ибо на заводе железо (не брак) обрезано правильно и под прямым
углом.
Для сложных соединений—тройников, колен дымовых труб под
заданным углом — следует руководствоваться правилами геометрии, нашедшими
практическое
приложение в проекционном черчении.
При наличии известного навыка многое можно делать, подбирая на самой работе нужные
пересечения: задав одно, по нему делать ему
соответствующее.
Существуют два способа соединения листового железа: взакрой и путем
склепывания. Последний способ
применяется к тяжелому кровельному и к слесарному
весом свыше -14 фунтов, железу.
Железо разделяют ножницами (рис.: 49-1 и 2) и зубилом. Листовое
кровельное железо пилой не пилят. Инструменты: деревянный молоток (рис. 49-3), два кровельных
молотка (рис. 49-4), зубило (рис. 49-5) и бородок (рис. 49-6).
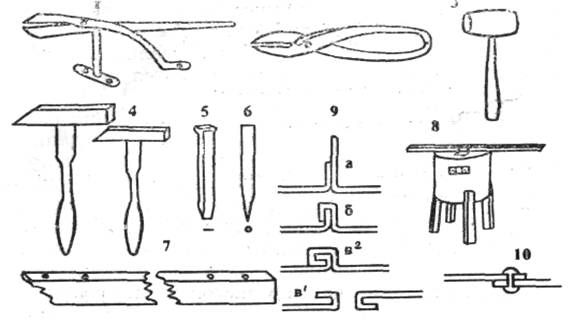
Рис.
49. Инструменты для переработки листового железа и способы
соединения:
1—ножницы; 2—ручные
ножницы; 3—деревянный молоток; 4—кровельные молотки; 5—зубило; 6—бородок;
7—ломок; 8—чурбан с ломком; 9— закрой: а — отогнутые края для закроя крышки, б — готовый закрой, в —
плоский закрой, в— подготовка плоского закроя.
Работа ведется на дубовой доске с остро, под прямым углом,
обструганным краем при кровельной работе и на кровельном ломке (рис. 49-7) для
небольших
работ. Ломок а укрепляют на чурбане (рис. 49-8) так, что его можно
легко вынимать из скобки б и, если нужно, вставлять туда же полукруглой
стороной вниз,
а квадратной кверху, или вставлять в скобку в вертикально концом г
вверх для загиба закроя у дна и проч.
В ломке имеются расширяющиеся книзу дыры разного диаметра для
пробивания на них дыр в железе при помощи бородка.
Для поделок, не употребляемых в огне, железо предварительно
олифят, т. е. протирают с обеих сторон тряпкой, смоченной в олифе — вареном
масле. Часто
одну сторону еще грунтуют.
Трубы для самоваров, совки, противни — вообще все, что приходит в
соприкосновение с огнем, изготовляют из железа неолифленного.
Само соединение — закрой — в различных случаях, несколько
видоизменяясь, заключается в загибании одного края железа на другой.
Простейший закрой при покрытии крыши: склепанные взакрой в полосу
(рис. 49-9 а, б, в) по длине ската крыши листы железа отгибают в одну
сторону с одного края на 1/2 вершка (25 мм), а с другой — на 7/8 вершка (45 мм)
(рис. 49-9 а) и затем, приложив на крыше полосу к полосе, загибают на ручнике,
ударяя
боковой стороной молотка (рис. 49-4) так, чтобы получился закрой, изображенный на рис.
49-9, б.
Для соединения листа с листом в длину применяют закрой, который подготовляют, отгибая в
разные стороны (рис. 49-9 в) край на ширину
около 10мм. Загнутый край зацепляют
за другой и деревянным молотком
(рис. 49-3) заколачивают, ударяя умеренно.
Более сильные удары могут привести к удлинению железа в месте соединения, и само
соединение получается волнистым.
Но такое соединение не будет прочно, если не осадить шов, повернув
его вниз, спустив с края ломка и ударяя молотком,— тогда оба листа станут в одну плоскость, шов
выдвинется наружу, а загиб не допустит, чтобы железо раздвинулось.
Соединение
склепыванием при помощи заклепок состоит в
том, что в соединяемых железных листах делают дыры, пропускают сквозь дыры заклепки, которые затем
осаживают оправкой, предварительно расклепав
носком молотка. Так прикрепляют ручки.