ИЗМЕРИТЕЛЬНЫЕ ЛИНЕЙКИ С НОНИУСОМ
Во многих случаях бывает необходимо точно измерить длину, но под рукой нет подходящего инструмента. Почему бы не сделать самому вполне годную для данной работы измерительную линейку: стоит только снабдить ее нониусом для отсчета десятых долей измеряемой величины.
Достаточно вычертить на хорошей бумаге саму линейку и нониус к ней и прикрепить их кнопками или мелкими гвоздиками к деревянной планке подходящей ширины и толщины.
Почему не наклеить,— ясно само собой: при смазывании клеем бумага расширится, при высыхании укоротится, и будут ли эти противоположные действия одинаковы по величине — сказать наперед нельзя. Поэтому приклеивать можно в тех случаях, когда точность не требуется.
Два слова о нониусе. Как известно, для этого берут линейку длиной в девять делений масштаба (рис. 79-1), делят ее на десять частей — эта отдельная линейка (рис. 79-2) и есть нониус. Как ею пользоваться, подробно изложено в каждом учебнике физики; как измеряют, видно из рис. 79-3.
Но нам желательно получить более точный масштаб. Для этого
следует взять стальную или латунную пластинку 350 мм длиной и 35 мм шириной
при толщине
1 мм и другую в 110X25X1 мм и покрыть их со всех сторон тонким слоем воска, а с
задней и
боковых сторон еще и слоем асфальтового лака. Теперь сделаем шаблон для нанесения
делений сначала на саму линейку. Он состоит из листка тонкого однородного картона
(например, визитной карточки, игральной карты), в котором сделаны прорези,
как указано на рис. 79-4. Прорези более длинные будут служить для разметки
промежутков в 200 мм, следующие по длине для 20 мм, а внутри будут идти через
раз: 2,
4, 6, 8, затем 1, 3, 5, 7, 9, затем снова 2, 4, 6, 8,
т. е.
один сантиметр разделен на промежутки в 2 мм, второй на промежутки: один — 1 мм,
второй в 2 мм и т. д. до последнего, который будет тоже в 1 мм. Это
необходимо для прочности шаблона. В этих отрезках сантиметровая черта
не прорезывается, ибо она слишком близка к первому миллиметру.
Когда- шаблон готов, накладывают его краем на край стальной пластинки и острой иглой проводят по прорезям, сдирая в этих местах восковой слой с металла. Затем, переместив шаблон на один сантиметр влево, програвировывают недостающие миллиметровые линии снова по всей длине шаблона, так что каждый сантиметр окажется разделенным на десять частей. Проводят также и недостающие сантиметровые черты,
Подобным образом делают шаблон для нониуса и подготавливают его, а затем гравируют.
После гравировки медь травят в растворе хлористого железа, а сталь в растворе азотной кислоты крепостью 1:10. Работу с азотной кислотой обязательно производить на открытом воздухе вследствие выделения вредных окислов азота.
Конечно, прежде чем приступить к травлению, необходимо убедиться, что гравировка сделана правильно, и в случае недостатков предварительно исправить их: в этой стадии работы это сделать очень легко. Во время травления также следует наблюдать, все ли черты травятся и нет ли где-нибудь металла, не покрытого воском или лаком.
Цифры гравируют после разметки по шаблону.
Такие линейки делают без концов, нанося первое деление, отступив 25 мм от края, и последнее — на расстоянии 25 мм от конца.
Если взять на нашей линейке от начала лишь 200 мм делений, укрепить упорку вначале и прикрепить к нониусу вторую, а сам нониус заставить двигаться в пазах, фиксируя его положение винтом, то получим штангенциркуль (рис. 79-5).
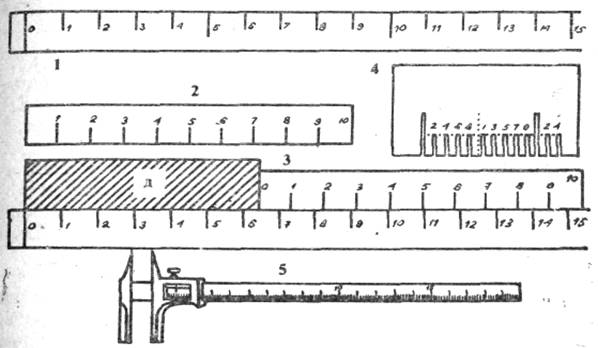
Рис. 79. Измерительная линейка с нониусом. Штангенциркуль:
1— масштаб; 2— нониус; 3— измерение при помощи нониуса; 4— шаблон для гравировки делений; 5— штангенциркуль.
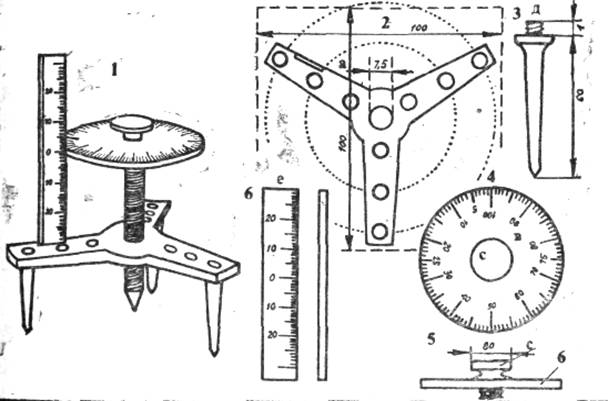
Рис. 80. Сферометр и его части:
1— сферометр; 2— фундамент; 3— ножка; 4— вид головки пинта сверху; ъ— разрез головки винта; 6— рейка с делениями.
СФЕРОМЕТР
Сферометр бывает, нужен для определения кривизны оптических линз и толщины различных испытуемых предметов — волоса, волокна и т. п. Его устройство несложно, требует, однако наличия винторезной плашки и метчика, так называемой микрометрической нарезки. Можно сделать сферометр с миллиметровой и даже витвортовой нарезкой винта, с достаточной точностью при наличии широкой головки его, однако, как правило,— нужна микрометрическая нарезка.
Сферометр (рис. 80-1) начинают строить с подставки и винта. Подставку (рис. 80-2) выпиливают из куска меди в 4 мм толщины, в 100 мм в квадрате. Просверливают дыру в центре в 7.5 мм диаметром и три дыры по концам и по концентрическим кругам, на расстоянии 10 мм до круга диаметром в 30 мм — диаметром в 4 мм, под нарезку в 4.5 мм для ножек. Ножки делают на токарном станке, с плечиками (рис. '80-3) и оканчивают их слабопритупленными остриями.
Когда подставка, ножки и нарезка на ножках и в подставке готовы, заготовляют винт со всевозможной тщательностью, по длине вдвое или втрое больший, и выбирают из него ту часть в 100 мм, которая даст наилучший результат в смысле соответствия отверстию в гайке. Обычно нарезают сначала винт, а затем гайку; здесь употребляют строго цилиндрический метчик, так что пригонки гайки по винту не может быть.
На винт, оканчивающийся внизу слабо притупленным острием, надевается на резьбе же и пропаивается оловом головка в (рис. 80-4), на которой имеется шишка с для вращения винта пальцами. На головке делается разделение на 100 частей, а против головки, параллельно оси винта, ставится рейка е (рис. 80-6). По рейке е отсчитывают целые обороты винта. Поэтому ее градуировать нужно на месте, вывинчивая винт и отмечая острием на рейке полные его обороты.
В то время как рейка е дает число целых оборотов винта, головка в дает его сотые доли. Поэтому, зная число оборотов и его долей и зная ход винта, расстояние его перемещения по оси при полном обороте вокруг оси, можно вычислить, на какую высоту поднят был конец винта. На этом основаны практические приложения этого прибора. Подробности каждый может найти в хорошем учебнике физики.
Под середину подставки сверху следует напаять кружок меди той же толщины, диаметром в 20 мм, для увеличения высоты гайки, а затем уже сверлить и нарезать.
Подставку хорошо сделать литую из бронзы или твердого алюминия. В этом случае делают деревянную модель, красят ее масляной краской и на ней формуют.
ХИМИЧЕСКИЕ ВЕСЫ С ТОЧНОСТЬЮ ДО 0.01 Г
Обычно весы строят из латуни. Однако можно построить весы для нагрузок не свыше 25 г и из дерева.
Коромыслом весов служит дубовый брусочек квадратного сечения толщиной в 4 мм и длиной 240 мм. Его тщательно разделяют на промежутки в один сантиметр и на расстоянии двух сантиметров от одного конца делают ножом десять неглубоких надрезов через сантиметр и затем один надрез на другом конце, не доходя двух сантиметров до конца.
Распарив в горячей воде, коромыслу дают очень малый изгиб, надрезами вверх, так чтобы концы коромысла свисали против середины не более как на 4 мм. Этим достигается устойчивость равновесия.
В середине, на расстоянии 120 мм от конца, с боковой стороны в коромысло вбивают очень тонкую иглу. Чтобы игла не обламывалась, ее втыкают в длинную пробку, а затем, наставив острие на намеченную точку ударом молотка по пробке вгоняют иглу в дерево: в пробке игла не может иметь изгиба в стороны, достаточного для ее излома. Эта игла служит осью и заменяет ножи в обычном коромысле химических весов.
Опорой для оси служат два отрезка стеклянной трубочки (рис. 81-1), внутренним диаметром в 2 мм, вложенных в прорези, сделанные в куске дерева пирамидальной формы перпендикулярно к его передней поверхности. В этом же куске, который служит подставкой для коромысла и имеет в высоту 90 мм, а в ширину—12, внизу 55 мм, при толщине в 25 мм, имеется прорезь по толщине шириной в 8 мм и длиной по боковой стороне в 75 мм для прохода коромысла и легкой осиновой стрелочки в 60 мм длиной.
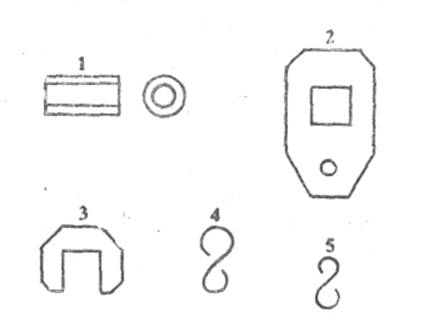
Рис. 81. Детали химических весов:
1—стеклянная трубочка; 2—нож чашечного подвеса; 3—рейтер; 4— верхний крючок подвеса; 5— нижние крючки подвеса чашек.
Шкала помещается в отрезке кругового сектора, вырезанном в передней стенке подставки двумя кругами, описанными из точки опоры коромысла, один радиусом в 65 мм, а другой 38 мм; на нижней поверхности полученной вырезки наклеивают шкалу длиной в 40 мм, где главные деления идут через 10 мм, а меньшие через 5 мм.
Подставка укрепляется на дощечке размером 320X75X7 мм, с подклеенными по углам, в виде ножек, кусочками такой же дощечки.
Так как установочных винтов нет, весы необходимо помещать на горизонтальной площади.
Можно и устроить по углам установочные винты из шурупов со впаянными в круглую головку кусочками железа в виде баранчиков, притупив затем нижний конец винтов.
На крайние надрезы коромысла опираются ножи чашечных подвесов (рис. 81-2), а на остальные надрезы помещают рейтер, имеющий вид, указанный на рис. 81-3, для точного взвешивания: положенный на чашку весов, он должен иметь вес в точности 0,1 г, а па первом от оси коромысла надрезе —0.01 г, на втором 0.02 г и т. д.
Чашки весов диаметром в 48 мм делаются из тонкой латуни или жести и имеют легкую вогнутость. Они подвешены на тонких нитях в 50 мм длиной и на трех проволочных крючочках, данных на рис. 81-4 и 5 в натуральную величину и толщину.
Хорошо сделать прямоугольный стеклянный футляр из толстого стекла, склеенного полосками коленкора.
СТЕКЛОДУВНЫЕ РАБОТЫ
В различных приборах требуются части трубок, трубки, соединенные или изогнутые особым образом, или даже приборы из стекла. Чтобы их изготовить, требуется не столько инструмент, сколько терпение, ловкость и уверенность в себе.
Стекло бывает тугоплавкое и легкоплавкое. Для стеклодувных работ берут стекло легкоплавкое и трубки разных диаметров, по возможности не только из одного сорта, но и даже из одного горшка, дабы иметь на всех комбинациях трубок стекло одинакового коэффициента расширения. Иначе места соединения, где одна трубка припаяна к другой, могут трескаться, спустя даже значительный промежуток времени.
Основное в стеклодувном деле — огонь и воздух. Газовая горелка и цилиндрические меха — вот, что нужно стеклодуву. Если газа нет, то требуется карбюратор для бензинового газа. Его лучше помещать в другой комнате, пропуская трубки с газом и воздухом в рабочее помещение. При правильном уходе за ним карбюратор не представляет никакой опасности.
Полезно на пути газа к горелке поставить предохранитель из тонкой сетки красной меди, заключенной в жестянку из-под консервов или лучше в особо сделанную гильзу. Стеклянных частей следует избегать. Все части должны быть проверены давлением воздуха на непроницаемость.
Стол стеклодува, около 0.8 кв. метра площадью, хорошо обить цинком, а края обложить штабиками, дерева с полукруглыми вырезками для помещения полуготовых или стынущих работ.
В тех случаях, когда речь идет об одной или двух
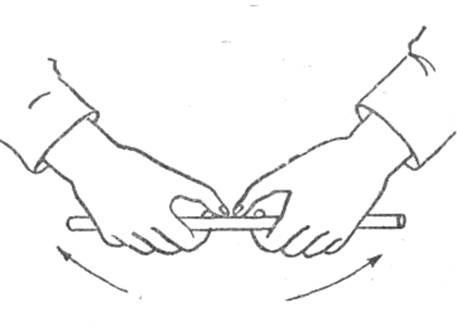
Рис. 82. Положение рук при отламывании надрезанной
трубки.
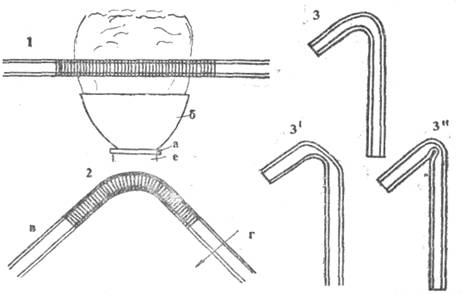
Рис. 83. Сгибание коротких трубок:
1— положение трубки в пламени: а — горелка, б — насадка, 2—
сгибание нагретой трубки, удерживаемой за конец в; 3— правильный
сгиб; З1 и 3" — неправильные сгибы.
поделках из стекла, можно обойтись и простой большой спиртовой лампой и резиновой грушей для вдувания воздуха.
Итак, стекло должно быть гладкое, равномерной толщины и однородное.
От трубки нужно отделить кусок. Это делают, проводя острым краем трехгранного напилышка черту вокруг трубки, держа ее в левой руке ы вращая на большом пальце против напильника, удерживаемого остальными четырьмя пальцами правой руки.
Уверенным движением захватив обеими руками трубку, нагибают на ногти больших пальцев и, слегка растягивая, ломают (рис. 83).
Обломок полотна пилы для железа, отточенный на песчанике под углом в 60°, служит как и трехгранный напильник.
Толстые трубки, и вообще толстостенные, режут так же, за тем исключением, что отделяют их не отламыванием, а вызывая на месте надреза трещину. Это делают или узким острым пламенем паяльной горелки, обвязав предварительно по обе стороны надреза трубку влажной фильтровальной бумагой, или проводя по надрезу тлеющим углем, или специально сфабрикованным с селитрой и смолой угольком.
Бутылки и вообще широкие сосуды хорошо трескаются, если место разреза, не намечая напильником, обвести двумя нитями фитильной или чулочной бумаги, пропитать бумагу спиртом (денатуратом), затем зажечь и, все время вращая, нагревать, а затем плеснуть водой или лучше вертикально погрузить в сосуд с водой,
Прежде чем приступать к переработке, необходимо один конец трубки оплавить, т. е. нагреть его до такой степени, чтобы острые края разреза заметно закруглились, а просвет трубки остался прежний. Это необходимо, чтобы не поранить губ во время работы, а кроме того, чтобы не портить научуков при надевании на готовую вещь.
Для того чтобы согнуть трубку под углом, ее нужно нагреть так, чтобы она и не очень размягчилась, и не слишком была непослушна. Конечно, стеклянная трубка должна быть суха и чиста, иначе все нечистоты приплавятся, а если она влажна, то вызовет трещины. Само сгибание ведут на широком светящемся пламени,
|
|
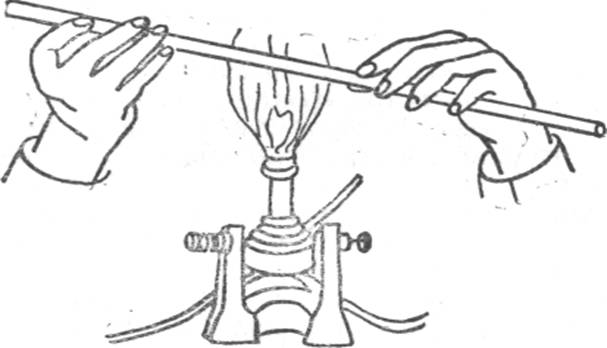
Рис. 84. Положение рук и пальцев при вращении
трубок
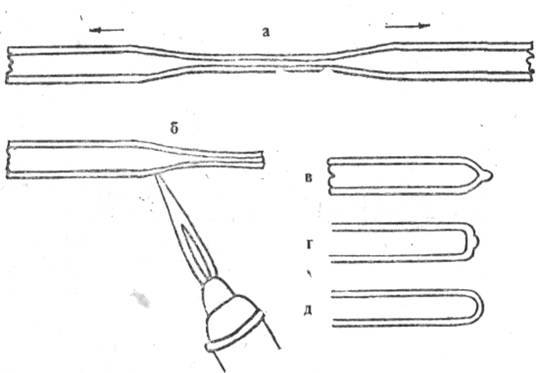
Рис. 85. Запаивание трубок:
о — вытягивание; б — обогревание места запайки; в — результат запайки; г — набирание стекла; в — раздутое место запайки.
и пламя должно быть тем шире, чем больше диаметр сгибаемой трубки. Лучше всего выходит сгнб, если трубка размягчена в пламени до такой степени, что под влиянием силы тяжести свободный конец ее медленно изгибается. Когда нужный угол достигнут, трубку выносят из пламени и, дав окрепнуть, медленно отжигают в коптящей части пламени, затем над ним и, наконец, кладут остывать на край стола.
Этой операции отжига следует уделять самое большое внимание при спайке стекла.
Положение трубки в пламени и способ сгиба короткой трубки видны из рис. 83-1, 2, где, кроме того, справа изображены правильные и неправильные сгибы.
Оттягивание конца трубки или вытягивание капилляра в середине производится на паяльной горелке. Трубку прогревают на шумящем пламени, постоянно вращая, подперев согнутым мизинцем левой руки один конец трубки, пропущенной между ним и ладонью (левая рука — ладонью к столу!), и поддерживая п вращая менаду большим и указательным пальцем правой руки, обращенной ладонью кверху. Обе руки опираются на стол локтями. Левая рука вращает трубку с той же скоростью, как и правая, при помощи указательного и большого пальцев, не допуская закручивания мягкой части трубки (рис. 85).
Когда трубка размягчена на нужную длину, ее растягивают более или менее в горячем состоянии и более или менее быстро в зависимости от требуемого результата.
При нагреве до сильного размягчения и на небольшой длине, например, около 1.5 диаметра, и при сильном и быстром растягивании легко получить крутой конец, запаянный совершенно.
В таком виде, однако, он не годен в дело: его нужно сделать полусферой. Это достигают, направляя пламя на конец трубки, и заставляя этим размягченное стекло стягиваться, и затем раздувая это место в полусферу. Рис. 85 дает представление об этой части работы, по виду простой, но требующей большого внимания при выполнении.
Запаивание трубки (например, изготовление барометрической трубки) есть хорошее подготовительное упражнение к выдуванию шарика.
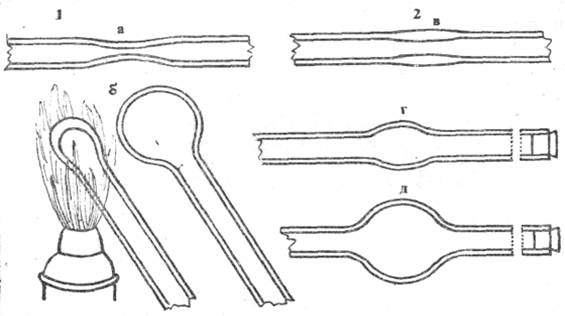
Рис. 86. Выдувание шарика на конце и на середине трубки:
1— выдувание шарика на конце трубки: а — растягивание для запайки; б — набирание стекла б1 — раздутый шарик; 2— выдувание шарика на середине трубки: ' в — набирание стекла, г — раздувание и набирание стекла, 9 — готовый шарик.
упражнение к выдуванию шарика. Лучше начать с выдувания шарика на конце трубки.
На расстоянии 50 мм от конца нагревают трубку и, быстро оттянув, запаивают конец. Затем начинают накоплять стекло, вращая в шумящем пламени слегка приподнятый кверху конец, время от времени раздувая нагретое место, чтобы не дать стеклу сплавиться. Сколько нужно накопить стекла, дается упражнением: его запас должен быть достаточен для того, чтобы образовать стенку шара той же толщины, как и сама трубка. В случаях очень большого диаметра шара его делают из подходящей трубки, оттягивая ее с двух сторон, раздувая середину в виде шара (рис. 87-2) и затем припаивая трубку нужного диаметра к отрезанной с одной стороны оттянутой части (рис. 87-3), а затем уже оттягивая на запайку другой конец оттянутой широкой трубки, заправляя это место, как описано выше.
Так как от продолжительного нагрева на шумящем пламени стекло теряет свою структуру и связность, то. чтобы ее восстановить, перед окончанием работы в пламя вводят пары поваренной соли — хлористого натрия, которая в виде раствора стоит всегда у пламени с небольшой дощечкой в ней, при помощи которой раствор вносят в пламя, а испаряющаяся вода увлекает частицы соли, отлагающиеся на предмете. В этот момент в пламя прибавляют еще воздуха п из длинного шумящего переводят в короткое сильно шумящее и прогревают предмет до плавления соли на стекле в ярко блестящую поверхность.
Теперь надлежит описать спайку двух трубок. Она может быть необходима в направлении осей трубок или под углом.
При спайке по длине (рис. 88-1) обрезают трубки ровно, как показано на рисункк под а, и, нагрев в остром пламени только края, слегка прижимают трубки Одну к другой, сохраняя их направление. Затем на остром пламени прогревают место стыка б до исчезновения ясно заметной границы спая; в этот период умеренно вращают и часто выносят трубку из пламени. Если стекло от проплавления начинает накапливаться и просвет трубки уменьшается, место спая слегка раздувают и путем растягивания приводят раздутое место к диаметру всей трубки. Из предыдущего ясно, что один конец трубки должен быть запаян или по крайней мере хорошо заткнут пробкой.
Когда необходимо припаять одну трубку к другой под углом, занимают один конец ее или затыкают п очень острым пламенем нагревают такую часть бока трубки, каков диаметр припаиваемой трубки, и, слегка раздувая, получают на боку трубки возвышение. Нагревают верхушку этого возвышения до сильного размягчения и с силой раздувают. Получается тонкостенный пузырь в, который обламывают и получают отверстие г (рис. 89-1), равное диаметру припаиваемой трубки. К нему, по предыдущему, припаивают конец прямой трубки. В этот период работы второй конец первой трубки должен быть тоже запаян или заткнут. Припаивание ведут так же, хотя вращение представляется затруднительным. Поэтому пропаивание ведут по частям. Спай как в первом, так и во втором случае хорошо отжигают. Припаивание под косым углом ведут так же, как под прямым, с той только разницей, что предварн-ельно сгибают по рабочему чертежу или обе отходящие ветви (89-26), или основную трубку изгибают под углом, равным дополнению до 180° половины желаемого угла между ветвями (89-2а).
Когда трубки изогнуты, в месте изгиба продувают отверстие и дальше ведут работу, как описано выше.
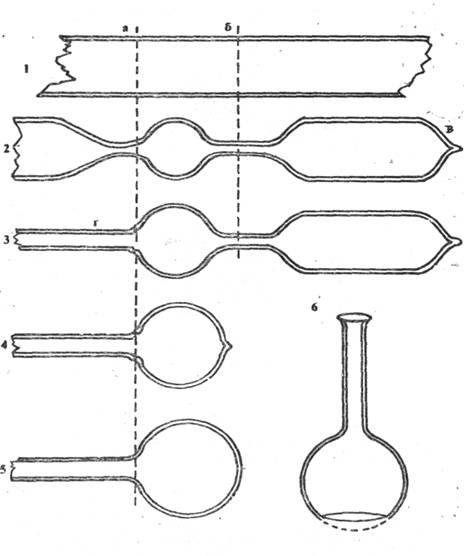
Рис. 87. Изготовление круглодонной колбы (баллона) или длинногорлой колбы:
1— трубка в 2/3 диаметра баллона, прогретая в а, затем в б; 2— оттянутая и а и б и запаянная в в; 3— припаянное в о горлышко е; 4— оттянутая в б и запаянная; 5— прогретая с парами соли и раздутая; В— плоскодонная колба,
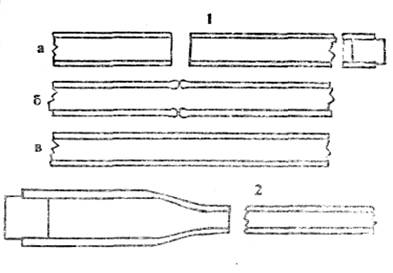
Рис. 88. Спаивание трубок по длине:
1—спаивание трубок одинакового диаметра: о — обрезанные ровно концы, б — место спая, в — прогретое и растянутое место спая; 2— спаивание трубок разного диаметра.
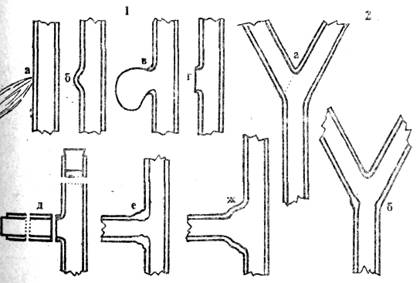
Рис. 89. Припаивание трубок под углом:
1 - припаивание под прямым углом: а — прогревание места отверстия, б и в — раздутое место, г — отверстие с оплавленным краем,
- припаиваемая трубка, е — произведенная спайка, ж — прогре-
тое и раздутое место спая; 2—спайка под острым углом: а — изгиб
под углом 120°, б — изгиб трубки под углом 60°.
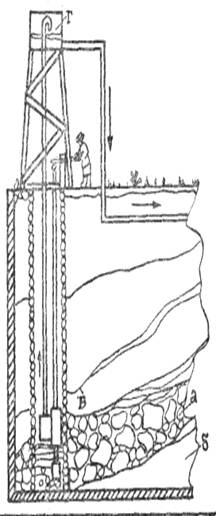
Рис. 90. Модель водоснабжения:
о — водоносный горизонт; б — водонепроницаемый слой — глина; в - насос; г — водонапорный бак.
МОДЕЛЬ ВОДОСНАБЖЕНИЯ
Модель состоит из водоподъемного сооружения; фильтров, водонапорной башни и водопроводной сети.
На наклонном слое серой лепной глины устраивают водоносный слой из кусочков камня, крупного песка, кусочков известняка и, покрыв в нижней части глиной, в верхней снабжают резервуаром, имеющим дно из пористых пород,— начала водоносного слоя, который должен быть наклонен в сторону колодца, и стенки на той же непроницаемой для воды глине.
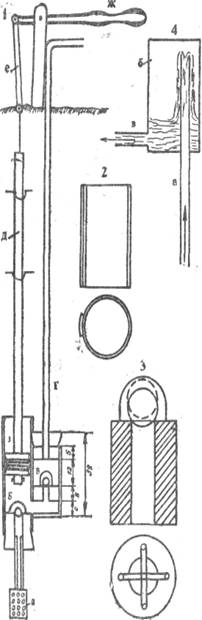
Рис. 91. Деталь нагнетательного насоса:
1— насос: о — сетка, 6 и в — клапаны, s — груба, в — штанга, в — рычаг, з — поршень; 2— спайка встык трубки для стакана; деталь шарового клапана; 4— колонна для получения равномерного давления и трубах. а — приводящем труба, б — жестянка из-под консервов, в отводящая труба.
В нижней части водоносного слоя делают колодезь со срубом и опущенным в него стаканом нагнетательного насоса.
Чтобы сделать видным расположение частей, переднюю стенку ящика делают из стекла.
Насос устраивают из отрезка трубки, лучше медной, гладкой внутри. Если под рукой нет готовой трубки, то спаивают встык (с накладкой снаружи полоски тонкой латуни или жести) трубку подходящего по заданному масштабу диаметра (рис. 91-2).
На расстоянии 18 мм от низа стакана, в нем сбоку делают отверстие в 6 мм (если стакан имеет внутренний диаметр 25 мм) и пригоняют пробку, которая доходила бы до отверстия. В этой пробке укрепляется сборная всасывающая трубка с сеткой а; над ней кладут небольшой стальной шарик б и удерживают его над отверстием в пробке с помощью двух проволочных дужек (рис. 91-3), дающих шарику простор подниматься на половину своего диаметра вверх. Это — первый шаровой клапан. Второй, устроенный тоже на кружке пробки, клапан в помещают внутрь такой же трубки (в 25 мм диаметром) или же припаянной отверстием в 6 мм к отверстию в стакане — это клапанная коробка нагнетательного насоса. Она закрыта пробкой как снизу, так и сверху. Через эту верхнюю пробку проходит трубка г.
На деревянной (или проволочной, из твердой проволоки) штанге д укреплена пробка з, диаметром несколько менее внутреннего диаметра стакана, в которой сделана внутри дыра для пропуска штанги и по окружности небольшое углубление, на длине в 8—10 мм ее.
В это углубление наматывают столько фитильной или чулочной бумаги, чтобы поршень этот в мокром виде достаточно плотно ходил в стакане.
По длине штанга проходит через 2—3 отверстия в дощечке, укрепленной поперек кольца, и ведет к рычагу ж, соединенному при помощи водка е со штангой.
Трубка г может быть стеклянная, если нельзя найти тонкой свинцовой трубки. Обычно на поверхности земли устраивают воздушную колонну, Геронов шар, для смягчения ударов поршня насоса и получения непрерывной струи. Колонне можно придать устройство, показанное на рис. 91-4.
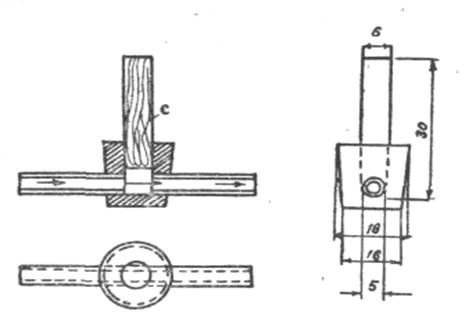
Рис. 92. Самодельный кран.
Из водоподъемного механизма вода передается в водонапорную башню. Хорошо бы сделать ее из железобетона. Однако можно поступить и иначе: на столбах — площадку приличной высоты, на ней — бак для воды из большой (более широкой, чем высокой) жестянки. Воду к ней подвести сверху, а разбор воды снизу.
Особое затруднение представляет устройство кранов. Водоразборные краны можно сделать из большой винной пробки (придав ей даже форму водоразборной колонки), как показано на чертеже (рис. 92). Кран приводится в действие выдвиганием и вдвиганием круглой палочки или отрезка запаянной с одной стороны стеклянной трубки. Так же могут быть устроены и переходные краны, например, между водонапорной башней и сетью.
ПЕСОЧНЫЙ ФИЛЬТР
3 модель водоснабжения после водоподъемного механизма можно включить песочный фильтр и после новую водоподъемную установку (пользования одной и той же системой механизмов не практикуется из соображений гигиенических).
Фильтр состоит из ряда бетонных ящиков, в нашем масштабе, скажем, 120X160X95 мм глубиной, с несколько наклонным дном, поставленных в ряд так, чтобы стекающая из отводной трубки вниз ящика очищенная вода сливалась в сборный канал, а оттуда в водоподъемный механизм и в водонапорную башню. Толщина стенок 15 мм, дна—25 мм.
Зарядка фильтров состоит из кусков чисто вымытого гранита, положенных на дно слоем в 25 мм, крупной гальки 15 мм, затем чистого речного песка среднего зерна 15 мм, так что может стоять слой воды в 20 мм. Если фильтр хорошо заправлен, то на поверхность сверх гальки можно положить слой гранита. Первую воду по заправке фильтра не употребляют в дело. Когда вода выходит из фильтра прозрачной, фильтр готов и годен до тех пор, пока не начинается затрудненное его действие: поры между частицами песка затянулись грязью и органическими примесями из фильтруемой воды.
МАГНИТНЫЕ РЫБЫ, ЛОШАДИ, ГУСИ, СКАЧКИ
Плавающие рыбы, гуси строятся из воска со вложенными в нижней части кусочками мягкого железа. Вылепленные из глины и пластилина животные формируются в гипсе с тем, чтобы форма разделилась на две части по линии симметрии, и затем в сделанные в форме гнезда вставляют железные проволочки. В мокрую форму льют воск, не очень горячий, и избыток выливают обратно.
Магический жезл — магнит в виде куска толстой стальной спицы, намагниченной подковообразным магнитом, или от батареи аккумуляторов, или выпрямленным переменным током, или, наконец, током от элемента Грене.
Что же касается лошадок, то здесь употребляют фигурки, вырезанные из тонкой бумаги и приклеенные к узкой полосочке гладкой жести.
Для них устраивают ипподром из рамки, вернее, неглубокого ящика 250X250X15 мм, в середине которого укреплено острие. На нем уравновешено не-
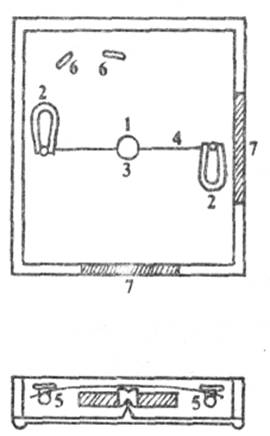
Рис. 93. Магнитные скачки:
1— острие: 2— магниты; 3— пробка; 4— проволока; 5— свинцовые грузы; 6— лошадки; 7— прорези в стенке против грузов.
сколько магнитов на куске пробки и проволоках, как видно на рис. 93.
Для устойчивости к концам проволок приделаны свинцовые грузы 5, над которыми укрепленные сургучом на пробке магниты скользят под бумагой, затягивающей верх коробки. Если толкнуть свинцовый груз через отверстие 7 в боковой стороне ящика, магниты завертятся, и будут увлекать за собой поставленных на бумагу
скакунов и лошадок.