припои
Один из способов соединения двух кусков металлов есть паяние. Паяние, как и склеивание, основано на действии сил молекулярного притяжения: вещество — припой, — плавящееся при более низкой температуре, чем спаиваемые металлы, должно «смачивать», т. е. прилипать к спаиваемым металлам.
При этом понимается, что спаиваемые поверхности очищены до металлического блеска механическим путем (или химическим — цинк) и обезжирены; затем принимаются меры для защиты этих очищенных мест от окисления. Эта защита достигается путем нанесения флюса (паяльного порошка, паяльной жидкости). В качестве флюса употребляют вещество, жадно растворяющие окислы.
Для каждого металла подбирают свой припой.
Основа успешного паяния — уменье управлять огнем, нагревать именно те места, которые подлежат спаиванию, и до температуры полного плавления припоя, но не значительно выше. Тепло подводится к месту спая различно: паяльником, паяльными щипцами, как это делают при спаивании ленточных пил, паяльной трубкой, паяльной лампой и, наконец, путем нагревания в горне на древесном угле.
Чаще всего любитель-экспериментатор употребляет паяльник и паяльную трубку. Следует заметить, что паяльник не следует нагревать выше, чем до темно-красного каления. Паяльник очищают напильником, затем куском нашатыря, в углублении которого положен кусочек припоя (залудить паяльник). Затем, поддерживая паяльник в нагретом состоянии, берут на него капельку припоя и переносят на место пайки.
Паяльником паяют жесть, латунь, цинк в листах.
№ 1. Припой для жести — третник
Свинца 2 ч., олово 1 ч.
Свинец берут мягкий, не содержащий сурьмы. t плавления 200°С.
№ 2. Припой крепкий оловянный Свинца 1 ч., олова 1 ч. I пл. 185°С.
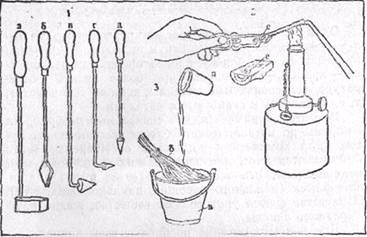
Рис. Паяние мелких вещей. Зернение припоя. Паяльники:
1—паяльники; 2—паяние при помощи паяльной трубки; 3—зернение твердого припоя: а — тигель, б — метелка из прутьев, в — ведро с водой.
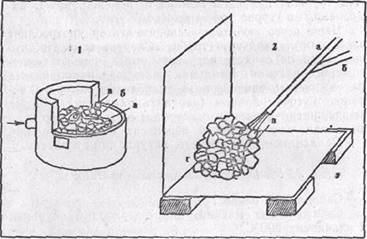
Рис. Паяние железа и меди твердым припоем;
1—паяние в горне: а—горн, б—угли, в—предмет; 2—паяние газом, бензиновым или светильным: а—воздух, б—газ, в—древесный уголь.
№ 3. Припой белый латунный
Латуни 20 ч., цинка 1 ч., олова 4 ч.
№3 а. Припой белый латунный, твердый
Меди 3 ч., цинка 1 ч., олова 1 ч.
№ 4. Припой для цинка, твердый
Олова 2ч., цинка 1 ч.
№ 5. Припой для серебра, твердый
Серебра чистого 4 ч., латуни 3 ч.
№ 6. Припой для серебра, мягккй
Серебра 84 пробы 100 ч., латуни 31 ч., цинка 6 ч.
№7. Припой ковкий желтый, тугоплавкий
Латуни 3—4 ч., цинка 1 ч.
№ 8. Припой белый ковкий
Латуни 4 ч., цинка 1 ч., олова 1 ч.
№ 9. Припой серебряный белый, ковкий
Латуни 18 ч., цинка 4 ч., серебра 1 ч.
№ 10. Прибой, протягивающийся в проволоку
Латуни 78.26, цинка 17.41, чист., серебра 4.33.
№ 11. Припой для золота 56 пробы
Золота чистого 12 ч. серебра чистого 2 ч., меди чистой 4 ч.
Все приведенные выше припои не следует готовить в малых количествах, в больших тиглях: может получиться неодинаковое выгорание составных частей. Плавить начинают с более тугоплавких веществ под угольным порошком или под слоем песка. Готовый припой льют на веник из прутьев в воду, если желают получить в зерненом виде. Если имеется в виду выкатать или расковать в листы, что очень удобно, или вытянуть в проволоку, отливают в сухие формы.
При паянии в качестве флюса употребляют буру в порошке. Для обезжиривания, которое при этих припоях обязательно,— отвар мыльного корня.
Особо стоят алюминиевые припои и даяние алюминия.
№ 12. Припой алюминиевый
Цинка 21 ч., олова 76 ч., алюминия 3 ч.
№13. Припой для алюминия с кадмием
Цинка 8 ч., олова 18 ч., алюминия 9 ч., кадмия 5 ч.
№ 14. Флюс при паянии алюминия
Фтористого натрия 1 ч., хлористого калия 1 ч., хлористого лития 1 ч.
№ 15. Флюс при паянии алюминия
Хлористого калия 60 ч., хлористого кальция 30 ч., криолита 10 ч. Оба флюса употребляют также при сварке алюминия. При паянии, когда припой расплавлен, полезно удалить механически пленку окиси алюминия, затрудняющую спаивание, проведя концом проволоки по спаиваемому месту.
№16. Припой для железа и стали
Медь или латунь, или, для мелких вещей, крепкий серебряный припой, или чистое золото,
Медью и латунью паяют так: спаиваемые части увязывают плоской проволокой, обмазывают бурой, обкладывают латунью или медью и снова увязывают, нагревают до белого каления и тотчас же погружают в воду. Более крупные вещи обмазывают глиной на 25—30 мм, сушат, накаливают добела и затем погружают в воду.
СПЛАВЫ
В предыдущем пункте была приведена техника сплавления различных веществ. Однако приготовить сплав по рецепту удается не сразу, особенно если состав сплава должен быть точный.
Большое значение имеют флюсы. Их подбирают по надобности: одни отнимают кислород (уголь), другие окисляют (селитра, хлористый калий), третьи восстанавливают весьма энергично (нашатырь — при лужении самоваров, восстановлении отбросов цинковых сплавов) и т. д. Подробности этого находятся в специальных руководствах и в журнальной литературе.
№ 17. Гарт (металл для шрифта)
Свинца 60 ч., сурьмы 25 ч., олова 15 ч.
№18. Сплав для охотничьей дроби
Свинца 99.8 ч., мышьяка металлического 0.2 ч.
№ 19. Колокольная бронза (для матриц)
Олова 20 ч., меди 80 ч.
№ 20. Бронза для медалей
Меди 95 ч., олова 4 ч., цинка 1 ч.
№ 21. Бронза для художественных работ
(позволяет хорошо точить, гравировать и чеканить)
Меди 64.45 ч., цинка 32.44 ч., олова 0.2 ч., свинца 2.864 ч.
№ 22. Бронза для подшипников
Меди 81 ч., олова 17 ч., цинка 2ч.
№ 23. Бронза марганцовистая
Золотистого цвета, ковка и прокатывается в листы при красном калении. Получается прибавкой сплава дяди и марганца к обычной бронзе.
№ 24. Бронза фосфористая
Для подшипников с большой нагрузкой; получаются прибавкой фосфористой меди к обыкновенной бронзе.
№ 25. Латунь
Меди—не менее 60%, цинка не свыше 40%, иногда для твердости немного олова, для большей ковкости — немного свинца.
№ 26. Томпак
Меди 82-90%, цинка 18-10%.
№ 27. Нейзильбер
Меди 40%, цинка 20%, никеля 34%.-
№28. Британский металл
(для столовых приборов)
Олова 75 ч., сурьмы 21 ч., меди 2 ч.
№ 29. Магнолия металл
Свинца 80 ч., сурьмы 16 ч., олова 4 ч.
№ 30. Белый сплав
Цинка 66%, олова 32%, сурьмы 4%.
№ 31. Оловянные блестки
Олова 60%, свинца 40%.
№ 32. Сплав алюминия для отливки,
Алюминия 92%, меди 8%. t пл. 540—б37°С.
№ 33. Сплав алюминия для отливки
Алюминия 82%, цинка 15%, меди 3%. t пл. 440— б25°С.
№ 34. Сплав алюминия для отливки
Алюминия 65%, цинка 35%. t пл. 440—585°С.
№ 33. Сплав алюминия для ковки и прокатки (при / 525°)
Алюминия 97—98%, марганца 1%, меди 2—1%.
№ 34. Новый алюминиевый сплав
Алюминия 86.5%, кремния 13.5%.
№ 35. Дельное серебро
Чистого серебра 84 золотника, меди 12 зол.
№ 36. Серебро для покрытия эмалью
Чистого серебра 88 зол., меди 8 зол.
№37. Дельное золото
Чистого золота 56 зол., меди 40 зол. Или: чистого золота 56 зол., серебра 28 зол,, меди 12 золота.
№ 38. Золото 72 пробы
Чистого золота 72 зол. меди 24 зол. 300
№ 39. Золото 92 пробы
Чистого золота 92 зол., меди 4 зол. Или серебра. 2 и меди 2 зол.
№ 40. Белое золото
Чистого золота 88 зол., платины 8 зол.
№ 41. Зеленое золото
Чистого золота 64 зол., чистого серебра 32 зол.
№ 42. Синее золото
Чистого золота 64 зол., стали 32 зол.
№ 43. Баббит (для подшипников)
Олова 15 ч., сурьмы 2 ч., красной меди 1 ч.
№ 44. Вагонный баббит (для заливки вкладышей)
Свинца 80 ч., олова 5 ч., сурьмы 15 ч.