ПОДГОТОВКА ГЛИНЫ
Для лепки употребляется серая ленная глина, в сыром «иде светло-серого и иногда голубоватого цвета, которую обычно называют огнеупорной или серой глиной.
Глину хранят в сыром и прохладном месте. Давать глине высыхать нежелательно — это затрудняет ее приготовление.
Сосуд для содержания подготовленной глины — дубовая неглубокая кадочка или ящик из дюймового теса, связанный в шипы, с крышкой, обитый изнутри тонким листовым цинком.
Положив в ящик нужное количество глины в кусках, заливают ее водой примерно так, чтобы вода покрыла глину, и дают стоять, пока вода не всосется, отнюдь не размешивая глины; затем дают глине стоять с открытой крышкой, пока излишек воды не испарится. По роду работы оставляют больше или меньше воды в глине, а если спешно, то выкатывают из недостаточно плотной глины шары и дают им проветриться.
Крышку необходимо каждый день открывать, чтобы обменять воздух над глиной, так как глина бродит, особенно в тепле, и может образоваться неприятный запах, если ее не проветривать.
ПИСЬМЕННЫЙ ПРИБОР ИЗ ТЕРРАКОТОВОЙ ГЛИНЫ
Письменный прибор состоит из подставки для чернильниц, вазы для ручек и карандашей, корытца для маленьких вещей и пресс-бювара.
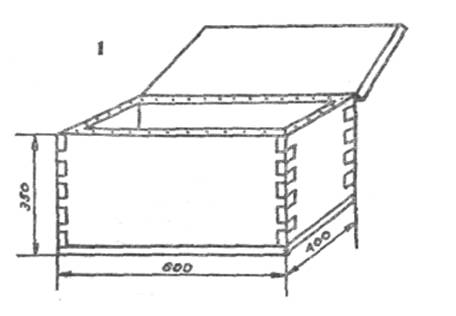
Рис. 50. Ящик для хранения лепной глины.
Все эти вещи изготовляют из терракотовой глины, приготовленной по предыдущему рецепту, но с небольшой добавкой полевого шпата в тонком порошке. Формование производится от руки без помощи гончарного круга. Линейка и нож, заостренная круглая палочка — вот все необходимые инструменты. Для чернильниц необходимо иметь две круглые аптечные склянки из так называемых рецептурных, на 100 куб. см емкостью каждая, от которых впоследствии нужно отрезать нижние части по высоте углублений в подставке и для пресс-бювара один шуруп.
Прежде всего следует определить стиль вещи. Когда это сделано, то начать работу с изготовления подставки под чернильницы. Берут достаточно большой кусок глины и мокрыми руками придают ему заданную форму, изготовляя в глине углубления значительно большие по диаметру, чем взятые склянки, так как глина садится при высыхании и еще более при обжиге. Это обстоятельство нужно всегда иметь в виду при работах с глиной. Когда поставленная цель достигнута, заготовляют крышки и проверяют общее впечатление. После этого в стиле крышек делают ручку для пресс-бювара, заботясь о том, чтобы вещь имела достаточный запас прочности. В ручке делают цилиндрическое углубление, диаметром несколько большее, чем диаметр головки припасенного шурупа. Шуруп должен быть вклеен туда после обжига вещей.
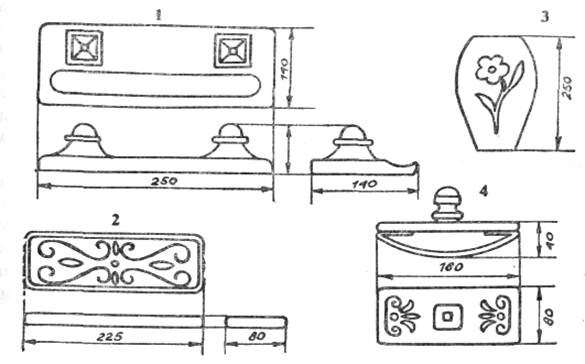
Рис. 51. Письменный прибор.
Затем делается пластинка глины с дырой в середине, между которой и полукруглой частью будет зажата пропускная бумага.
Корытце для мелких вещей делается из пластинки глины (толщина всех вещей зависит от качества взятой глины, однако не должна быть очень мала; это затрудняет обжиг) прямоугольной формы; углы ее обрезают ножом по кривой диаметром в высоту корытца, т. е. в 15—20 мм; размер пластинки должен быть 120X265 мм, из которых на дно придется приблизительно 80X225 мм; края должны переходить так как показано на рис. 51, что позволяет легко выкатить карандаш или ручку из корытца.
Вазочка для кистей, ручек и карандашей делается мокрыми руками: раскатывается из глины шнурок в мизинец толщиной, укладывается спирально.
Перед просушиванием надлежит убедиться, что все вещи правильно стоят. Выравнивать следует, соскабливая ножом, а не прибавляя недостающее, ибо есть опасность, что все прибавленное может отскочить во время обжига.
Если же по характеру художественного задания нужно прилепить ножки, то смачивают водой места их прикрепления и самого кусочка глины, который примазывают. Хорошо сделать несколько ударов острой палочкой для того, чтобы внедрить новую глину в старую.
Когда все вещи готовы, их украшают рисунком. Острой палочкой прочерчивается контур, в целях дальнейшей раскраски после обжига изделий эмалевыми красками.
Края обрезанных склянок подгоняют к получившейся после обжига высоте углубленной путем шлифования на куске стекла, посыпанного песком и хорошо смоченного водой. Просушивание ведется в защищенном от сквозного ветра и солнца месте, пока предметы на ощупь перестанут казаться холодными. Тогда можно приступить к обжигу.
ОБЖИГ И ГЛАЗУРОВАНИЕ. УСТРОЙСТВО ПЕЧИ
Глина от действия огня изменяется и в присутствии кремнекислоты (тонко растертого в катальных барабанах кремня или полевого шпата) дает крепкую стекловидную массу — как говорят, спекается.
Этим глина гончарная отличается от каолина — чистейшего сорта глины, который не спекается и после первого обжига пропитывается молоком из тончайшего порошка веществ, дающих при втором обжиге стеклообразный слой на его поверхности и заполняющих поры в нем.
Если к глине в массе прибавлены плавни, шпат или кремнезем, то после обжига при очень высокой температуре получается каменная посуда. Достичь такой температуры можно в особых печах, устройство которых будет описано ниже.
Когда же глина идет в дело после обыкновенной подготовки, то она не дает такой плотной массы после обжига и нуждается в том, чтобы закрыть ее поры глазурью; так ля глазурь должна образовываться уже при температуре в 700—800°, достижимой в более простых печах.
Простейшее глазурование производится при помощи поваренной соли. Когда вещи достаточно раскалены, а это бывает после 2—3 часов действия огня, в печь бросают несколько горстей соли и снова, плотно закрыв печь, подвергают предметы действию огня в течение еще 3—4 часов. Так получается известная всем зеленоватая полива.
Иначе поступают, если желают получить цветную глазурь. Обжиг ведут в три приема. Слабо обжигают предметы в течение 2—3 часов, остужают печь, покрывают раствором патоки места, подлежащие расцветке, и покрывают слоем порошкообразной цветной глазури. Затем вжигают эту глазурь, подвергая предметы действию огня в течение 2—3 часов, ненова остужают. Затем, окунув предмет в прозрачную глазурь, заканчивают обжиг, нагревая до полного остекления глазури. За действием огня наблюдают через смотровое окошечко в печи, которое должно быть защищено двойным синим стеклом.
РЕЦЕПТЫ ГЛАЗУРЕЙ И ПОЛИВ Цветные глазури (эмали)
Металлический окисел сплавляют с битым хрусталем, обожженной бурой, чистой содой и белым кварцевым песком в стеклообразную массу и выливают на каменную плиту.
Растирают в порошок и, растерев курантом на лавандовом масле, наносят на предмет, покрытый глазурью, и обжигают в муфеле.
Фарфоровая глазурь на гипсе
Гипса . . … . . . . . 14 частей
Каолина . …………………. . . .31»
Кварцевого песка . . . 43 »
Черепков фарфора . . 12 »
Белая полива (глазурь) для простой посуды и изразцов
Свинца .................... 100 частей
Олова........... , . . .50 »
Сжигают и мелют. 100 частей этой массы сплавляют с:
кварцев, леска .... 100 частей
кальцинированной соды 16 »
поваренной соли .
. , . v 6 частей
сурика........................... 15 »
в тигле, обмазанном мелом. Толкут и отмучивают. Слабо обожженную посуду поливают и обжигают окончательно.
Фарфоровая глазурь из извести
Извести...................... 17.5 частей
Кварца...................... 37 частей
Каолина.................... 37 частей
Фарфоровых черепков . 8.5 частей
Все в тонком порошке взмучивают и погружают в нее посуду после первого обжига.
Печь для обжига гончарных изделий устраивается по типу муфельных печей. Горючим может служить любое сухое топливо. Следует отдать предпочтение антрациту, древесному углю или нефти, для сжигания которой пользуются особыми приборами; из дров — дубовым или березовым дровам.
Из рис. 52-2 видно, что печь кладется на шанцах а, на поставленных, на ребро 12-фунтовых строительных кирпичах; кладется на печной глине (1/3—1/2 песка необходимо прибавлять в состав для предотвращения растрескивания). Площадка — желаемых размеров, в зависимости от объема обжигательного пространства. На ней возводится топливник. А с достаточным по объему пространством для развития пламени; как известно, топливо не должно занимать более 1/3 всего пространства топливника и должно вполне покрывать колосники (или решетку). Топливник, в плане, должен быть равен поду обжигальной печи; его верх перекрывается сводиками с целью пропустить в обжигальное пространство горячие продукты горения. Затем эти продукты горения будут выведены через верхушку свода Б печи в нисходящие боковые каналы Г по обеим сторонам печи, по соседству с которыми проходят каналы для подогревания холодного воздуха, подводимого к поддувалу,— под колосники. Такого рода устройство обеспечивает минимальный расход топлива ц наиболее высокую температуру. Детали устройства видны из помещенного ниже рисунка 52-1.
|
|
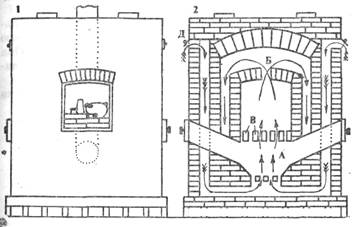
Рис. 52. Печь для обжига гончарных изделий.
Печь присоединяется к хорошо действующему дымоходу железной трубой диаметром не менее 15 см (так называемый третник), снабженной задвижкой, при помощи которой можно регулировать тягу, а следовательно, и температуру печи. Для той же цели служит дверка Д поддувала (рис. 52-2).
Пуск в ход печи начинается с установки подлежащих обжигу вещей так, чтобы горячие газы омывали их со всех сторон; затем закладывается устье обжигательной камеры и разводится огонь, который держится слабым 1—1.5 часа, затем постепенно усиливается и доводится в течение 2 часов до полной силы. Когда обжиг закончен, задвижку поддувала закрывают и спустя некоторое время закрывают также задвижку дымовой трубы. В таком виде печь остывает До температуры, допускающей выгрузку обожженных предметов.
Не следует подвергать обжигаемые предметы внезапным переменам температуры, впуская холодный воздух в печь.
ПОДГОТОВКА ГОРШЕЧНОЙ ГЛИНЫ
Горшечная глина не подвергается предварительному отмучиванию, как фаянсовая, или вызреванию в течение многих месяцев, как фарфоровая масса. Она просто замачивается и по достижении желаемой пластичности может идти в дело.
Для получения изделий высшего качества прибавка плавней значительно улучшает результаты.
Составы глин для лучших фабрикатов
Состав массы для графитовых тиглей
Глины огнеупорной ...... 1 часть
Графита........................ .от 1—4 частей
Глина для гессенских тиглей
1 часть глины, от 1/3—1/2 кварцевого песка Глина берется серая, богатая кремнеземом.
Состав массы для лучшего фаянса
Пластической глины 1 часть, кремня толченого (до 1/5 части), полевого шпата — количество по свойствам взятой глины.
Массу промывают, варят в котле или прессуют и выдерживают в погребе 3—4 месяца.
ИЗГОТОВЛЕНИЕ КИРПИЧА В МАСШТАБЕ 1/10
Первой работой, имеющей подготовительное значение, может служить изготовление кирпичей размером в 1/10 стандартного строительного кирпича.
Прежде всего, необходимо определить усадку глины данного приготовления для куба, сторона которого равна 50 мм. Изготовляют куб со стороной в 50 мм, высушивают и обжигают. Затем измеряют его сторону и из сравнения с прежней ее длиной определяют усадку. Тогда, задавшись вопросом о размерах сторон нашего кирпича до усадки, определяют размеры формы, исходя из размеров 133X266X66.5 мм.
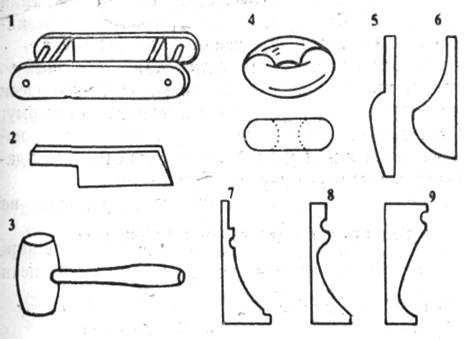
Рис. 53. Форма для кирпичей, нож, колотушка. Таши. Лекало.
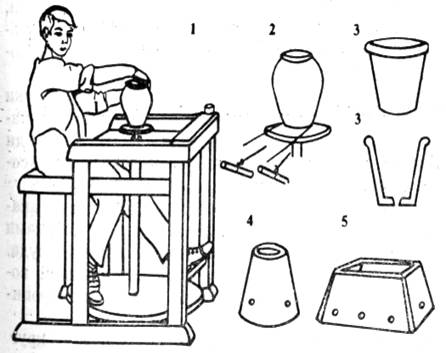
Рис. 54. Гончарный круг и гончарные изделия.
Форма для кирпича (рис. 53-1) состоит пз рамки 1, снабженной цо бокам двумя ручками; деревянный нож 2 и колотушка 3 дополняют инструмент.
Само формование производится так: на ровную доску, смоченную водой, посыпают сухой песок и ставят усыпанную внутри песком мокрую форму; наколачивают в нее колотушкой глину, срезают ножом ее излишек и выколачивают готовый кирпич, ударяя краем формы о доску.
Готовые кирпичи складывают на ребро, один на один, и просушивают; затем обжигают.
Сделанные из серой огнеупорной глины такие кирпичи могут служить материалом при постройке печи для обжига гончарных изделий.
ГОНЧАРНЫЙ КРУГ
При выделке большинства круглых предметов из глины пользуются гончарным кругом. Основа его устройства такова: небольшой круглый диск, укрепленный на горизонтальной оси, вращается в горизонтальной плоскости при помощи толчков пальцами ног в другой, большой тяжелый круг, насаженный на нижний конец той же вертикальной оси. Если на верхний вращающийся диск бросить кусок достаточно мягкой глины, то, опирая ее на мокрую ладонь левой руки, обращенной пальцами к диску, можно мокрыми пальцами правой выделить в глине углубление, затем более или менее высокие стенки круглого сосуда.
Движение рук согласовано: правая и левая руки производят давление на смоченную водой глину навстречу одна другой, заставляя глину подыматься или нагибаться в ту или другую сторону, обязательно сохраняя одинаковую толщину стенок.
В случае, если нужно изготовить сосуды с одинаковым профилем, можно пользоваться лекалами (рис. 53-5, 6, 7, 8 и 9) для обточки поверхности сосуда. Следы от пальцев заглаживают рукой, смоченной водой, или куском хорошего войлока, достаточно пропитанного водой.
В простейшем своем виде гончарный круг (рис. 54, 1) может быть устроен из старого колеса, укрепленного на деревянной оси. В нижний конец оси загоняют кусок железа, обточенный конусом, а под него подкладывают на поперечину между нижней обвязкой подходящего стола кусок железа с углублениями для этого конуса.
В крышке стола делают отверстие, в которое точно входит и может свободно вращаться верхний конец оси. Когда ось установлена, проверяют, достаточно ли низко укреплено колесо, можно ли его легко толкать концами пальцев с высокой скамьи, и тогда на подходящей высоте обрезают верхний конец оси и прибивают небольшой деревянный кружок в 180—225 мм диаметром. Стол обивают с трех сторон бортиками в 95 мм высотой и делают на них по заднему краю стола полочку в 175 мм шириной для мелкого инструмента и воды, также с бортиками в 25—35 мм.
Все движущиеся места смазывают жирно бараньим салом или смесью говяжьего сала и масла с примесью порошковатого графита.
После толчка ногой круг должен делать много оборотов. Необходимое условие правильного и легкого хода есть верная установка всего станка и уравновешивание нижнего круга-колеса. Станок должен быть поставлен так, чтобы верхняя поверхность кружка была горизонтальна во всех положениях; ось должна быть строго вертикальна, а верхний подшипник — вырез в столе — вполне соответствовать толщине оси; последняя должна быть в этом месте цилиндрической формы, а ось цилиндра идти по всей оси от подпятника до центра верхнего круга.
Нижний круг должен быть так же уравновешен, как маятник карманных часов. Он должен останавливаться во всех положениях. В противном случае необходимо прибить куски листового свинца к нижней поверхности круга. Если взято старое корыто, верхушку необходимо зашить тесом, чтобы случайно нога не попала в спицы (колесо следует толкать по ободу).
ЦВЕТОЧНЫЙ ГОРШОК, ПЛОШКА
Первой работой на гончарном круге может быть плошка, поддонник для цветов.
На верхнюю площадку гончарного круга кладут запас глины, ставят воду, губку или кусок хорошего войлока, тонкий нож, деревянную палочку и тонкую стальную проволоку.
Кусок глины бросают с силой на вращающийся круг и, смочив водой при помощи губки, начинают делать плоскую лепешку нужной (около 6—8 мм) толщины, поднимают ее края для поддонников на 35 мм. а для плошек на 80—120 мм вверх и, уплотнив у края глину вдвое, обрезают край на нужной высоте ножом, все р.ремя продолжая вращать круг. Затем заглаживают и закругляют канты среза и проволокой срезают готовую вещь со станка.
Для цветочного горшка кусок глины берут больше. Работу ведут тем же порядком, заботясь о том, чтобы толщина стенок была всюду одинаковая, не менее 4 мм для лучших глин, и линия бока (образующая усеченный конус) вполне прямая, заканчивающаяся наверху рантом тройной против стенок толщины; профиль ранта и сечение горшка показаны на рис. 54-3. Когда работа готова, ее срезают с круга. Отверстие делают на круге, вдавливая пальцем, углубление в центре дна, до самого дерена, а потом срезают.
ФОРМИРОВАНИЕ НА ГОНЧАРНОМ КРУГЕ
НА МОДЕЛЯХ. В ФОРМАХ И ОТЛИВКА
ФАСОННЫХ ЧАСТЕЙ
Когда нужно получить большое число одинаковых по форме предметов, то пользуются формой для глубоких предметов и внутренним лекалом и моделью или шаблоном для неглубоких в зависимости от того, круглая, восьмиугольная или квадратная форма имеется в виду.
Например, мы хотим сделать чайную чашку по данному образцу. Снимаем гипсом разнимающуюся по средней линии форму с ручки. Затем снимаем ферму картоном с внутреннего поперечного сечения, изготовляем из дерева по ней лекало, равное половине сечения, и делаем отливку формы из гипса с наружной поверхности чашки. Наружных форм делают столько штук, сколько предположено сделать чашек. Столько же делается и форм для отливки ручек.
Таким образом, у нас есть форма (55-1) лекал (рис. 55-3) и форма для ручек (рис. 55-2).
|
|
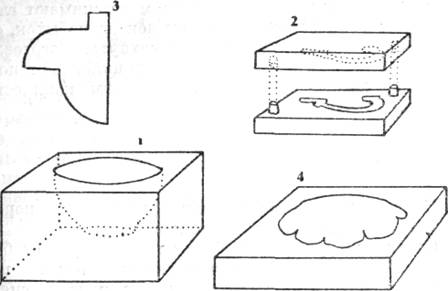
Рис. 55. Формы и шаблоны для фаянсовых изделий.
345
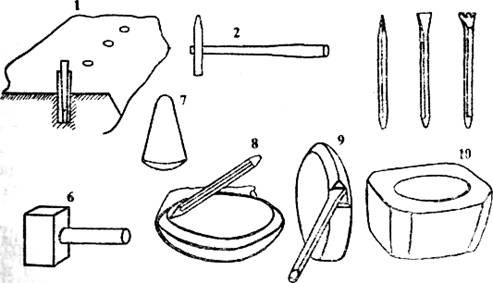
Рис. 56. Обработка твердого камия:
— раскалывание гранита; 2—легкий молоток; 3. 4 и 5—долота.6— лоток для обработки камня; 7— курант; 8 и 9 — изготовление точильного камня; 10— чаша из известняка
Работа ведется так: на станок примазывают форму, в нее бросают кусок глины, лекалом прижимают глину к стенкам формы и, срезав краем лекала избыток, снимают форму со станка и ставят сохнуть. Изготовленные прессованием в формах ручки приклеивают по высыхании смесью глины с большим количеством плавня.
ОБРАБОТКА ТВЁРДОГО КАМНЯ
К твердому камню относят прежде всего порфир, гранит, сиенит, базальт, оникс и мрамор.
Отделение нужной глыбы от массива или от более крупной глыбы достигается раскалыванием по плоскостям спайности кристаллов (гранит, порфир, сиенит, базальт и оникс) или распиливанием (мрамор).
В первом случае, когда удар может дать нежелательное раздробление на негодные для работы части, прибегают к такому приему.
Вдоль линии будущего раздела двух кусков при помощи стальных, хорошо закаленных долот делают ряд отверстий глубиной от 40 до 70 мм при диаметре в 10—15 мм, ударяя по долоту железным (скульптурным) молотком короткими ударами, постоянно поворачивая долото.
Когда отверстия сделаны, в них вставляют по две железные (лучше стальных не закаленных) пластинки, между которыми вкладываются стальные клинья с углом в 10—15° при вершине, как показано на рис. 56-1, и затем приступают к раскалыванию, натягивая клинья легким молотком — не свыше 100— 200 г весом (рис. 56-2) так, чтобы все клинья издавали одинаковый музыкальный тон. Так напрягать клинья следует до тех пор, пока глыба не лопнет.
Для разделения оникса применяют несколько другой способ. Оникс состоит из ряда светлых и темных слоев и употребляется в искусстве для гравировки на нем камней, в которых эффект достигается снятием белого слоя до достаточной глубины, когда выступает темная подкладка. Поэтому, вклеив мастикой камень в кусок твердого дерева так, чтобы слои шли примерно вертикально, наставляют остро заправленное долото для камня на границу темного и светлого слоя, делают очень резкий удар и получают, при достаточной ловкости, нужный результат.
Отделения нужного куска мрамора достигают отпиливанием, без воды или с водой — в зависимости от вида пилы.
Дальнейшая обработка твердого камня ведется при помощи трех долот из стали восьмигранного сечения, заправленных — одно, как показано на рисунке 56-3, для достижения грубой, первичной формы предмета, другое — для сглаживания неровностей (рнс. 56-5) и, наконец, третье — для совершенно плоских или вообще гладких мест (рис. 4), а также железного молотка (рис. 56-6) на короткой ручке.
Если требуется большая гладкость на мраморе, то этого можно достичь при помощи особых рашпилей различной формы, тонких скребков и полировки.
Гранит и другие камни полируют куском твердого песчаника с водой, затем куском турецкого оселка с маслом или с водой для мрамора.
Примером работы из гранита может быть курант (рис. 56-7) для растирания красок на плоской мраморной или известняковой плите. Берут подходящего размера (около 150—200 мм диаметром) булыжник и, отколов удачным ударом одну плоскость, отесывают на ней круг, держа остро заправленное долото от себя и ударяя по нему молотком так, чтобы осколки летели в стороны. (Это общее правило — тесать камень от себя). Затем продолжают отесывать усеченный конус с намеченным кругом в основании, сглаживая бока зубчатым долотом; низ затем полируют быстрее всего карборундом в куске или в порошке.
РАБОТЫ ИЗ ИЗВЕСТНЯКА И ПЕСЧАНИКА
С приемами обработки песчаника можно ознакомиться на двух примерах: выделке бруска для точения столярного инструмента и выделке камня для точила. Первая работа знакомит с тем, как пилят камень, твердостью превосходящий сталь. Стальная, самая лучшая пила на нем изнашивается в несколько минут, следовательно, не годится, и нужно пилить иначе.
Возьмем плиту красноватого песчаника, мелкозернистого, из острых кварцевых зерен. Отмерив и очертив нужную для бруска полоску, приготавливают пилу. В станок столярной пилы вставляют полотно из 10— 20-фунтового железа, отрезанного в виде полоски в 25—30 мм шириной и длиной по станку пилы. Берут песок — лучше белый, но не старый, обкатанный водой, а новый, из острых, не очень мелких крупинок, приготавливают из него с водой кашицу и, смазывая ею очень обильно полотно пилы, начинают равномерно и продолжительно водить ею по проведенной метке. Сначала дело идет медленно, но по мере углубления в камень пила двигается быстрее, и скоро плита оказывается перепиленной. Затем от длинного бруса отрезают или откалывают предусмотренной длины бруски и шлифуют их стороны на той же плите, посыпая ее песком и поливая водой.
Круглый камень для точила изготавливают так: сначала намечают центр круга, затем, по известным приемам, переносят центр на другую сторону плиты. Из этого центра описывают окружности одинакового диаметра и по этой границе плоским долотом от окружности прорубают канавку с обеих сторон плиты. Затем скалывают «спичкой» (острым долотом, рис. 56-3) лишний камень, держа ее (как показано на рисунке 56-8) от окружности в направлении радиуса. После такой обработки получается диск с острым краем. Этот край срубают плоским долотом, действуя им поперек острого края (рис. 56-9). Когда край обтесан, в середине плоским долотом буравят квадратную дыру и укрепляют ось из квадратного железа, с двумя опиленными шейками, при помощи деревянных клиньев, и обтачивают окончательно камень, куском газовой трубки, вращая его па оси, при помощи рукоятки, навстречу трубе.
Известняк представляет прекрасный материал для изучения приемов скульптуры по камню и служит для изготовления некрупных статуй. Из него можно делать вазы и чаши для водоемов, особенно из феодосийского или одесского полутвердого известняка.
РАБОТЫ ИЗ ИСКУССТВЕННОГО ЦЕМЕНТНОГО КАМНЯ
В тех случаях, когда нет возможности достать естественный камень, годный для скульптурной работы, можно пользоваться искусственным цементным.
Если отклоняться от обычного состава бетона в сторону большего содержания песка или употребления немытого песка, то получится камень, по твердости более или менее подходящий к песчанику.
Если взять примерно 1/4 цемента и 3/4 горного песка, смешать в сухом виде и, слабо смочив, крепко набить в форму желаемого размера, то получится через несколько дней глыба, из которой можно высекать скульптуру.
Если же преследуют цели практические, то, вводя пропорции бетона более крепкого, с прибавкой крупного песка или щебня, можно изготовлять корыта для водопоя, резервуары для теплой воды на огородах и проч., применяя обычные приемы бетонирования.
Для примера опишем отливку бетонного чана для огорода. Задав себе размеры, делают днище (рис. 57-1а) из досок в виде круга и обставляют это днище вертикальной опалубкой из теса, прижатого к наружному лекалу и внутреннему лекалу распорками (рис. 57-6). Таким образом, между двумя рядами опалубки остается пространство в 60—80 мм в зависимости от диаметра сосуда, которое должно быть плотно набито бетоном. Поэтому при значительной высоте следует делать большее число лекал. Последние делаются из выпиленных бондарной пилой сегментов круга нужного диаметра, наложенных один на другой и сшитых гвоздями (рис. 57-3). Для набивки употребляют полусухой бетон. Берут мытые песок и гальку или щебень и портландцемент в должных пропорциях (например, 1 часть цемента, 1 часть гальки и 1 часть песка) и на листе железа или ровном деревянном помосте в две лопаты перемешивают составные части, сначала насухо, затем с водой, прибавляемой из садовой лейки с частым ситечком по мере перемешивания. Когда нужное количество воды введено, массу незамедлительно набивают в дно слоем такой же толщины, как и стенки, придавливают днищем малого размера, по внутреннему диаметру сосуда, расширяя вниз от верхней обечайки, ибо бетон должен твердеть под давлением.
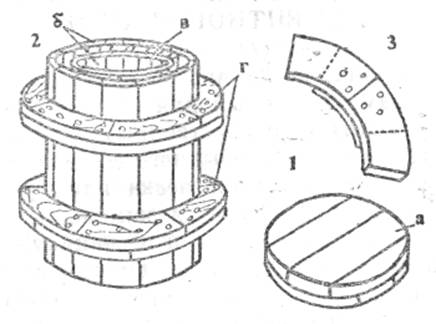
Рис. 57. Бетонный чан.
Опалубка снимается после шести-семи дней, и тогда готовую вещь можно закопать на огороде так, чтобы она на 250—300 мм возвышалась над уровнем почвы.
Такие сосуды можно ставить и на поверхности под водосточными трубами для собирания дождевой воды, для поливки растений или противопожарных целей.
Смесь для трамбования бетона
Портландцемент . . , . 1 часть
Песка ...................... 2 части
Гравия (до 5 см диам.) . 4 части
Промытый сухой песок смешивают с гравием и трамбуют.
Цементный раствор обыкновенный
По объему
Цемента........................... 1 часть
Песка............................. 3—4 частей
Объем раствора 3.1—3.8.
Цементный раствор жирный
По объему
Цемента....................... 1 часть
Песка промытого .... 1 часть. Получается 1.5 объема раствора.
Цементный раствор, медленно схватывающийся
По объему
Цемента .... 1 часть
Песка..................... . 5—6 частей
Теста известкового . ... 1 часть
ФОРМИРОВАНИЕ ИЗ ГИПСА
Следует отличать работы из гипса от работ из алебастра, известного всем по построечным работам. Состоя из одного и того же химического вещества, гипс отличается от алебастра большей чистотой и более плавным, медленным затвердеванием.
Поэтому для тонких работ — художественных, зуботехнических и проч.— употребляется гипс.
Возвратимся к форме для чашки, описанной выше для объяснения сущности приемов формования.
Конечно, на оригинале нужно наметить себе линии раздела формы на части, свободно отнимаемые от оригинала.
В нашем случае берут линию раздела формы, проходящую по среднему сечению чашки, плоскостью, проходящей через середину ушка и ось вращения фигуры. Затем, смазав чашку смесью из масла и мыльной воды, обкладывают ее при помощи лопаточек приготовленным и начинающим сгущаться гипсовым раствором, выравнивая край по линии раздела формы. Когда одна половинка формы сделана, ожидают 10— 15 минут, пока гипс не затвердеет, (хороший гипс греется и отвердевает и в более короткий срок) затем приступают к формированию второй части. Прежде всего, очень тщательно проверяют плоскость, разнимая формы по намеченной на оригинале линии. В боковой толщине этой половины делают четыре (или более) конических углубления для точной установки и смыкания второй половинки формы с первой и обкладывают вторую половинку чашки новой порцией гипсового раствора, выждав необходимую его консистенцию. Когда и эта часть затвердела, получают форму.
Здесь нет надобности в отливке внутренности чашки, так как в производстве для изготовления середины лекалом — шаблоном, прижимающим стенкам формы и удаляющим ее избыток.
С другой стороны, форма в таком виде не годится для применения с керамике. Углубления от ушка чашки следует замазать глиной или гипсом и, смазав всю форму мазью для формовки, отлить массивную модель чашки, а но ней новую, рабочую форму в виде массивного квадратного куска с углублением внутри по форме чашки. Этих форм нужно иметь столько, сколько желательно сработать чашек.
Пример более сложной работы представляет изготовление формы для ушка чашки. Со снятой первоначально формы, до отливки массивной модели чашки, отливают ушко и часть стенки чашки, смазав предварительно форму мазью и залив еще не успевшим начать твердеть гипсом. Когда налитый гипс сильно согреется, разнять форму (в это время форма легче всего отделяется от предмета). Полученную отливку остругать так, чтобы стенка чашки была удалена и осталась бы только ручка — ушко чашки. С этого-то ушка и следует изготовить, по предыдущему, рабочую форму, имея в виду достаточную толщину ее стенок.
Приготовление гипсового раствора несложно, но требует спокойной ловкости: гипс в порошке* сыплют в воду до тех пор, пока не заметят, что его кучка, вся пропитавшись водой, покрыла своим основанием дно сосуда. Тогда, не поднимая из раствора лопаточки, боковым режущим движением размешивают сто в воде, избегая образования пузырьков. Раствор должен обладать густотой хороших сливок. Если он кажется жидким, добавляют сухого гипса. К формованию следует приступать не ранее как по достижении раствором густоты сметаны.
Такая же густота требуется для получения отпечатков с растительных объектов. Объекты должны быть смазаны предварительно равномерным и тонким слоем мази для формования.
* Если нечист, следует просеять через сито с отверстиями в 0.5 мы.
ОТЛИВКА ПОЛЫХ ГИПСОВЫХ ИЗДЕЛИЙ
Если формы для отливки делают массивными, изделия из гипса — статуэтки и проч.— делают полыми.
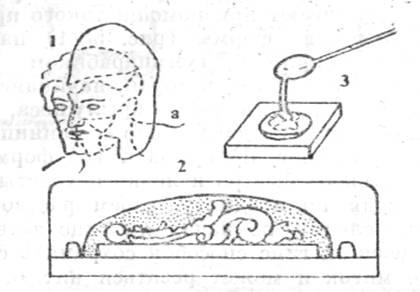
Рис. 58. Образцы формы:
1—разделение гипсовой формы питью; 2—клеевая форма; 3—форма
из серы.
Гипс должен расположиться слоем достаточной толщины на стенках формы.
Для этого форму наполняют до 1/3 гипсовой массой еще в густоте первой—хороших сливок, закрывают отверстие последней частью формы и, быстро переворачивая форму, взятую плотно двумя руками, во все стороны распределяют раствор по стенкам; для успеха отливки необходимо: 1) продолжать поворачивание, пока гипс «не станет», т. е. не затвердеет, что видно по остатку в чашке; 2) иметь форму сухой и хорошо смазанной.
Разнимать форму нужно, когда гипс затвердел, но еще не остыл. В этот момент форма лучше всего отделяется от отливки.
Здесь уместно обратить внимание па способ изготовления формы с вылепленного оригинала.
Снятие формы с вылепленного из пластилина оригинала легче, чем с оригинала из глины. Его достаточно протереть маслом, очень сухо, и формовать. "то же касается глины, то формование предмета подсохшей глины легче, чем с сухой, которую следует чем-нибудь пропитать, например стеарином, чтобы сделать нерастворимой в воде, иначе снятие формы может представлять большие трудности.
При сложных оригиналах правильного разделения формы часто достигают при помощи такого приема: по линиям разделения формы (рис. 58-1) наклеивают легким клеем, например гуммиарабиком, крепкую льняную, лощеную нить а, которая, начинаясь, например, на скуле бюста, идет дальше к крылу носа, на конец носа и т. д., обходя последовательно все линии разъема. Когда нить присохнет, прокрывают все формовальной мазью и покрывают быстро и ловко нетолстым, но достаточным, судя по предмету, слоем раствора гипса. Теперь зорко следят, не начал ли гипс затвердевать. Когда твердеющий гипс способен сохранять свою форму, но еще мягок и может резаться нитью, берут за конец нити (который должен выступать из гипса) и тянут вверх и вдоль линии разнима формы спокойным и уверенным движением, обходя все линии раздела поверхностей оригинала.
Таким образом, вся форма будет разделена на части и их можно будет снять с оригинала.
Лепные карнизы и плафоны формуют обыкновенно в клеевой массе, а вещи из левкаса для багета и рам — в формах из серы. Рисунок 58-2, 3 дает представление о способе работы. Предметы натирают маслом, если форму делают из серы.